Как притереть клапана на 16 клапанном двигателе?
Как правильно притереть клапана на 16 клапанной ВАЗ-2112 самому?

Клапана в 16-клапанном двигателе ВАЗ-2112 создают компрессию, а также не дают попадать лишнему топливу в камеру сгорания. Если седло и клапан прижимаются друг к другу не плотно, то у автомобиля упадет давление в моторе. Если выпускной клапан зажат не полностью, то выпускные газы помогут ему износиться и прогореть быстрее. Таким образом, при совершении ремонта — клапана притираются до седла.
Видео о клапанной притирке на ВАЗ-2112 (ДВС 16 клапанов)
Видеоматериал расскажет о том, как притереть клапана на автомобиле, о нюансах, а также даст некоторые рекомендации.
Притирка клапана

Пасты для притирания клапанов
Не многие автомобилисты видели непосредственно процесс ремонта головки блока, не говоря уже о самой притирке клапана. Этот процесс достаточно трудоемкий, если делается вручную. Станочный метод, конечно, намного проще, но не всегда эффективный в использовании.
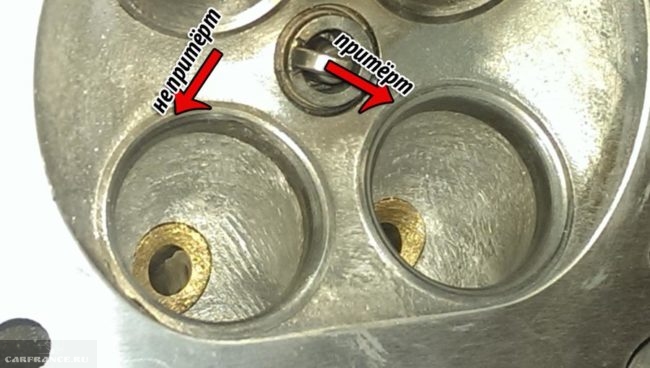
Справа притёрт, а слева ещё нет!
Для того чтобы притереть клапана к седлу необходимы некоторые инструменты и знания. Так, потребуется специальное приспособление для шарошки седел, абразивная паста, а также умение притирать. Рассмотрим, непосредственно сам процесс притирки клапана к седлу:
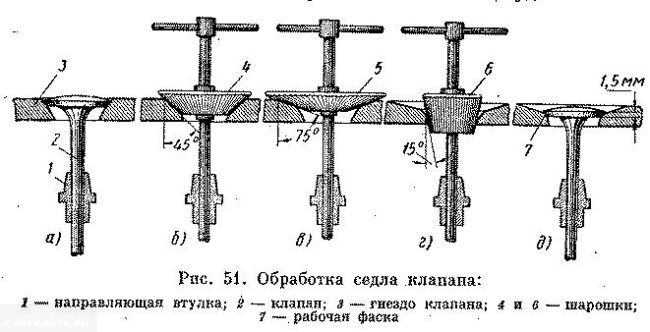
Этапы процесса шарошки седла клапана
- При помощи шарошки и фрезы (ручной или автоматической) нарезаем фаску на седле под определенный клапан.

Ручной фрезер для нарезки фаски седла

На специальном стенде проходит обработка фаски клапана

Нанесение притирочной пасты

Инструмент для притирки клапана к седлу

Наносим пасту для притирки клапана
Зачем нужна притирка?

Нанесение пасты со средней зернистостью на клапан для притирки
Клапан притирается для того, чтобы обеспечить максимальное сцепление с седлом.
Это делается, чтобы при закрытом впускном клапане в цилиндр не попадала топливная смесь сверх нормы. Если это происходит, то двигатель получает слишком много горючего, что может повлиять на работоспособность и расход.

Идеально притертый клапан к седла
Если плотно не закрывается выпускной клапан, то топливная смесь теряет не только воздух, который поступил в цилиндр, а еще и обратно всасывает выхлопные газы, что способствует скорому прогоранию клапанов. Поэтому, чем лучше сцепка клапана с седлом, тем меньше проблем будет с системой впрыска и выпуска отработанных газов.
Выбор абразивной пасты

Пасты для притирки клапана разных производителей и зернистости
Существует несколько видов абразивной пасты, которая используется для притирки клапанов. Рассмотрим, все варианты, которые можно применять:
- Крупнозернистая абразивная паста . Применяется для первоначальной обработки седел после шарошки. Средняя стоимость 200-250 рублей/тюбик. Рекомендованные производители – Fabo, Abro, Expert, Грин-слоу, Профессионал, Индастриал.
- Паста со средней зернистостью . Применяется для чугунных и седел с твердой стали. Используется после обработкой крупнозернистой. Стоимость составляет – 190-220 рублей/шт. Основные производители – ABRO, Fabo, Профессионал.
- Паста с мелкой зернистостью . Применяется для финальной обработки фаски клапана. Стоимость – 200-300 рублей/тюбик, в зависимости от производителя. Выпускают пасту – Abro, Эффект, Expert, Алмазка.
- Полировочная паста . Используется достаточно редко, в тех случаях, когда необходимо загладить поверхность. Стоимость – 100-200 руб./шт. Производители, которые выпускают: Абро, Профессионал.
Рекомендации
Лучше всего для головок блока ВАЗ-2112 использовать два вида пасты: крупнозернистую и мелкозернистую.
Так, первой убираются все крупные шероховатости и неровности, а вторая – доводит до максимального эффекта. Хотя, если клапана не меняются, то можно пройти среднезернистой пастой, а потом завершить процесс – полировочной.

Паста производства АБРО GP-201, которая имеет сразу два вида: мелкозернистую снизу и крупнозернистую — сверху
В обязательном порядке, после прохождения любой пастой необходимо смывать как сам материал, так и остатки стружки, которая обычно, темного цвета. Это необходимо для того, чтобы достигнуть максимального эффекта, а также посмотреть, еще притирать клапан или уже достаточно.
Выводы
Притереть клапана на 16-клапанном двигателе ВАЗ-2112 в домашних условиях, достаточно легко и просто, если иметь необходимый инструмент и навыки. В случае, если автомобилист не уверен, что способен проделать все необходимые операции, то рекомендуется обратиться в автосервис по ремонту головок блоков цилиндров, где все сделают быстро и качественно.
Как притереть клапана своими руками?
Чтобы притереть клапана, не обязательно ставить свою машину на долгий ремонт в автомастерскую, и надеется, что, мастера сделают всё на «отлично», а не спустя рукава. Эту процедуру можно проделать самостоятельно при наличии желания и необходимого инструмента. Более того, большинство настоящих автолюбителей, предпочитают делать ремонт и настройку механизмов (агрегатов) своими руками. Это гарантирует качество работ и доставляет моральное удовлетворение водителю.
Что такое притирка клапанов и для чего она нужна?
В большинстве отечественных автомобилей, особенно старого образца, 1970–1991 годов, стоят четырёхцилиндровые, восьми клапанные двигатели. То есть, на каждый цилиндр приходится по два клапана – впускной, впускающий в камеру сгорания горючую смесь, и выпускной, выбрасывающий отработанные выхлопные газы в коллектор.
Клапан автомобиля, похож на гвоздь с широкой шляпкой, которой он и затыкает отверстие в камере сгорания. Шляпка или правильнее – тарелка клапана плотно прилегает своим краем (фаской) к седлу – кромке отверстия, в которое он установлен. Чем чище и ровнее края тарелки и седла, тем лучше клапан закрывает отверстие, а значит мощность двигателя, без потерь, направляется на движение поршней.
 Со временем, края тарелки и седла покрываются копотью и нагаром, что нарушает герметичность камеры сгорания. Это отрицательно сказывается на мощности и экономичности двигателя, увеличивается расход масла.
Со временем, края тарелки и седла покрываются копотью и нагаром, что нарушает герметичность камеры сгорания. Это отрицательно сказывается на мощности и экономичности двигателя, увеличивается расход масла.
Если не чистить регулярно клапана, то раскалённые выхлопные газы, рано или поздно расплавляют саму тарелку, приводя клапана в негодность, а следовательно и весь двигатель.
Так как процедура снятия головки двигателя довольно трудоёмкая, имеет смысл объединять работы, проводимые с её узлами и деталями. Например, при замене прокладки головки двигателя, можно заодно поменять маслосъёмные кольца на поршнях и почистить клапана.
Необходимость чистки определить визуально трудно, но есть простой способ понять насколько это необходимо. Нужно налить в камеры сгорания, прямо на тарелки клапанов, керосин или бензин и оставить их так на 12 часов. Если жидкость за это время вытекла, то это означает что она просочилась между тарелкой и седлом, а значит чистка и притирка необходимы.
В целом же, считается, что клапана нужно чистить и притирать каждые 50000 км пробега. Но и эта цифра неточная, так как играет роль манера использования двигателя, ведь он может работать при сильных, спортивных нагрузках, а может и в щадящем режиме на хорошем, чистом топливе.
Что необходимо для притирки?
Притирать клапана можно несколькими способами, в зависимости от выбранного понадобится и соответствующий инструмент. Это может быть обычная электродрель, специальный пневматический инструмент или ручная фреза. Соответственно понадобится специальная притирочная паста, состав которой аналогичен тому, что применяется ювелирами для шлифовки металлов.
Способы притирки
Существует несколько способов притирки. Каждый имеет свои особенности, которые описаны ниже.
Ручные фрезы
Ручная фреза представляет собой палочку с присоской на конце. Процедура проста, как добывание огня. Резиновая присоска устанавливается на тарелку клапана, фаска тарелки и седло предварительно обрабатываются специальной притирочной пастой и начинается вращение полоски между ладонями – влево, вправо. На нормальный клапан, обычно уходит от 15, до 20 минут.
 Применяют такой способ самые настоящие ценители раритетных авто, получая от этого процесса моральное удовольствие. При таком способе притирки невозможно испортить саму тарелку, шток клапана или седло. Визуально, после обработки фаска тарелки становится матовой, как и седло.
Применяют такой способ самые настоящие ценители раритетных авто, получая от этого процесса моральное удовольствие. При таком способе притирки невозможно испортить саму тарелку, шток клапана или седло. Визуально, после обработки фаска тарелки становится матовой, как и седло.
Станки
Существуют специальные мобильные станки для притирки клапанов. Применяют их профессиональные автослесари, в своих мастерских. Это устройства типа: VM1150, VM1200, VM1350, VM1500 или VM1600. Отличаются они размерами обрабатываемых тарелок и глубиной погружения. Есть также специальные стенды для притирки клапанов, типа Р-23.74, они способны обрабатывать сразу по 8 клапанов, и рассчитаны на самые разные модели автомобилей – от легковых до большегрузов.

Верстак и трубка с Т-образной ручкой
Трубка с Т-образной ручкой – ещё одно устройство используемое для бережной притирки клапанов раритетных авто. В данном случае на конце трубки имеется крепление для стержня, а за ручку производится вращение клапана в седле. Способ не терпит спешки и силы. Он снимает минимальный слой с хрупкой и тонкой тарелки клапана. Но времени при таком способе затрачивается довольно много.

Использование дрели
Использование электрической дрели – самый спорный способ в среде профессиональных автомастеров. При этом способе шток клапана зажимается в самом патроне дрели или через гибкий резиновый шланг. Дрель при этом должна быть реверсивной, с возможностью вращать шток в обе стороны на сверхмалых скоростях. Несомненно, данный способ значительно сокращает время на притирку – на один клапан уходит от 1 до 2 минут. Но есть риск поцарапать тарелку или седло, оставить на них глубокие царапины или вообще, сломать шток клапана.

Важно! Выполнять притирку с помощью электрической дрели могут только профессионалы, на глаз способные определить качество и обладающие твёрдой рукой, привычной к работе с данным инструментом.
Какую притирочную пасту использовать?
На заре автомобилестроения для притирки клапанов использовалась пыль от алмазных кругов, смешанная с машинным маслом. На сегодняшний день данные смеси заменяются разнообразными пастами для притирки. Отличаются они содержанием абразивных элементов, размеров фракций и соответственно ценой.
Выбирается паста в зависимости от степени загрязнения, качества и марки металла клапанов, года выпуска и модели двигателя. Также имеет значение способ притирки – ручной или механический.
Немаловажный фактор выбора пасты – это опыт мастера. К примеру, новичок, используя крупнозернистую пасту, может легко испортить клапан или седло. Поэтому для начинающих мастеров рекомендуется применять мелкозернистую пасту, при этом на притирку таким средством времени уходить будет больше.
В автомобильных магазинах для первичной притирки продается крупнозернистая паста под названиями «Классическая» или «Алмазная». Для финишной притирки используется паста «ФАБО» – финишная антифрикционная безабразивная обработка. Эта паста продаётся в комплекте из двух тюбиков, с крупными фракциями и шлифовочная.
Существуют и многофункциональные пасты типа «ABRO Grinding Paste GP-201». Ей можно не только шлифовать клапана, но и очищать металлические детали от ржавчины и даже использовать для заточки режущих инструментов, например, рубанков. Её цена намного ниже специальной «ФАБО», так что, как говорится, в хозяйстве пригодится.
 Пасты «PERMATEX» или «Done Deal» используются также для полировки хромовых деталей, так как в их составе не технический алмаз, а карбид кремния.
Пасты «PERMATEX» или «Done Deal» используются также для полировки хромовых деталей, так как в их составе не технический алмаз, а карбид кремния.
Важно! Перед покупкой пасты, нужно внимательно прочитать её состав и спектр применения.
Если ремонт застал водителя без пасты, а притирку отложить невозможно – двигатель уже разобран, можно смешать с маслом абразив счищенный с обычной, мелкой шкурки, а для финишной полировки использовать пасту Государственного Оптического Института или более известную под названием, паста ГОИ.
Проверка качества притирки
Как уже упоминалось, только профессионал сможет на глаз понять, насколько качественна была проведена притирка клапанов. Но даже они, проверяют притирку тарелки с седлом с помощью керосина, бензина или просто солярки. Для этого головка цилиндров устанавливается строго горизонтально на ровной поверхности, а в цилиндры наливается жидкость. Если через 12 часов в одном из цилиндров уровень керосина значительно уменьшился, придётся повторить притирку обоих клапанов ещё раз. Если клапанов в цилиндре 4, то есть 2 впускных и 2 выпускных, то притирку надо будут повторить на всех 4.
Есть мнение, что притирку клапанов, нужно делать не только после 50000-60000 км пробега, но и на новых автомобилях. Понятно, что процедура не требуется на бюджетных седанах или других обычных машинах. Но она обязательна, на спортивных болидах, так как там, играет роль, каждый кПа компрессии, каждая лошадиная сила. Так что, при подготовке спортивного автомобиля к гонкам, без притирки клапанов не обойтись. И вот тут проверка заключается не только в визуальном или керосиновым тесте, но и на гоночном треке.
Притирка клапанов своими руками

Такая операция, как притирка клапанов входит в перечень работ по капитальному ремонту двигателя.
Направлена она на обеспечение как можно плотной посадки тарелки клапана к седлу, тем самым по максимуму снижая возможность пропускания топлива в цилиндры или прорыв выхлопных газов.
Про нагар
После длительной эксплуатации автомобиля на поверхностях фаски клапана и седла оседает нагар, появляются микрораковины, задиры.

В итоге пятно контакта между поверхностями уменьшается, клапан неплотно прилегает к седлу, из-за чего он начинает пропускать и у двигателя снижается компрессия.
Для удаления нагара, раковин, задиров и применяется притирка клапанов, вследствие чего восстанавливается пятно контакта между клапаном и седлом.
Помимо выполнения данной операции в рамках капитального ремонта притирку клапанов проводят еще в ряде случаев.
Так, данные работы проводят:
- При подгорании клапана или седла;
- При прогорании тарелки клапана;
- При замене их в случае повреждения, в общем, всегда, когда возникли проблемы с данными элементами.
Требуемый инструмент
Работы по притирке клапанов не особо сложные, но выполнение их занимает длительное время, особенно, если делать это своими руками.
На автомобиле выполнить их невозможно, придется частично разбирать силовую установку, а именно снимать головку блока цилиндров.
Поэтому при решении произвести притирку клапанов сразу следует позаботиться о наличии новой прокладки ГБЦ.

Из инструментов для выполнения этой операции понадобится:
- Набор ключей и головок;
- Приспособление для разсухаривания клапанов;
- Приспособление для выполнения притирки;
- Пасты для притирки;
- Ветоши;
- Керосин.
Приспособления для выполнения работ, пасты для притирки
Пройдемся по приспособлениям для клапанов.
Для вытаскивания сухарей, которыми удерживается головка клапана в посадочной тарелке, есть специальные приспособления.
Конструкций их много, описывать все не будем. Отметим только, что все они действуют по одному принципу.
Этим приспособлением пружины клапана сжимаются, тарелка крепления клапана опускается вниз, высвобождая сухари, и они извлекаются.


Но можно поступить и простым методом. Потребуется отрезок трубки, по диаметру чуть меньше тарелки крепления.
Эту трубку наставляют на тарелку резко по ней бьют молотком. Из-за удара пружины сжимаются, тарелка проседает и сухари выскакивают.

При этом лучше отверстие с той стороны, по которой будет наноситься удар, чем-нибудь закрыть, чтобы через него не вылетели сухари.
Теперь о приспособлении для притирки.
Его можно приобрести, обычно такое приспособление состоит из гаечного зажима, штанги и воротка.

Но можно сделать его и самому. Для этого понадобится стержень диаметром, равным диаметру клапана. К нему приваривается вороток так, чтобы получилась Т-образная конструкция.
С другой от воротка стороны на стержень одевается отрезок резиновой трубки.

1 – металлический стержень диаметром 5 – 8 мм, в зависимости от диаметра стержня клапана, 2 – резиновая трубка, 3 – зажимные хомуты.
Внутренний диаметр трубки нужно выбирать такой, чтобы она плотно садилась на стержень.
Понадобится также еще один хомут, им будет зажиматься край резиновой трубки, который будет одеваться на стержень клапана.
Для притирки клапанов одних приспособлений мало, так как данная операция производится с применением специальных паст.
Найти их несложно, можно приобрести как дешевые притирочные пасты, так и весьма дорогие.
Для притирки лучше приобретать комплекты, состоящие из двух паст или же просто две пасты – для первичной черновой обработки и для вторичной чистовой.

Возможно также понадобиться применение шарошки. Она представляет собой конусную головку для дрели с вставленными в нее резцами по металлу.



Используют ее для того, чтобы обработать поврежденную поверхность седла.
Процесс притирки
Вначале снимаем с двигателя головку. Далее с головки снимается распредвал, регулировочные шайбы или гидрокомпенсаторы.
Следующим этапом является разсухаривание клапанов. Для этого применяют либо приспособление, либо же они выбиваются проставкой.

После этого снимаются крепежные тарелки и пружины. Сам клапан извлекается из головки для оценки его состояния и состояния седла.

Если он не имеет следов подгорания и не изогнут его стержень, то менять его необязательно, он подойдет и для дальнейшего использования.
Седло тоже нужно осмотреть на наличие следов подгорания. Если следы подгорания седла имеются, его поверхность вначале обрабатывается шарошкой.




После удостоверения, что подгорания на поверхностях нет, начинают процесс притирки.

Для этого на фаску клапана наносится немного пасты для первичной обработки.
Далее он ставится на место, а на его стержень надевается приспособление для притирки. Если оно самодельное, то резиновую трубку на стержне нужно зажать хомутом.


Затем приспособлением клапан поджимается к седлу и начинается притирка.
Для этого за вороток клапан проворачивается на 180 град., после проворачивается в обратную сторону. Такими движениями и производиться притирка.

На обработку поверхности одним типом пасты уходит примерно 5-7 мин. времени.
Периодически положение клапана меняется. То есть, его нужно провернуть примерно на 90 град. от крайнего положения при притирке, после чего снова продолжается процесс с проворотом его на 180 град. и возвратом обратно.
Механизировать процесс путем использования дрели с насадкой на стержень клапана не желательно.
Дрели обычно имеют большие обороты, поэтому при притирке ею существует вероятность перегрева седла и фаски клапана.
В таком случае лучше подойдет шуруповерт. Но круговое движение, которое будет обеспечиваться дрелью или шуруповертом, при притирке не рекомендуется, данную операцию лучше производить путем полуоборота клапана с последующим проворотом в обратную сторону, то есть ручную притирку.
После притирки черновой пастой, поверхности тщательно очищаются ветошью, чтобы удалить остатки пасты.
Затем на фаску клапана наноситься паста для чистовой обработки и процесс притирки повторяется.

Успешным результатом проведенной притирки будет являться равномерный серый матовый цвет притираемых поверхностей без каких-либо следов раковин или царапин.

Так по одному притираются все клапаны как впускные, так и выпускные. Особой разницы в том, на каком двигателе автомобиля выполняется данная операция — нет.
Процесс притирки клапанов одинаков как для ВАЗ-2106, так и для ВАЗ-2109 и более поздних моделей.
Разницу в сложности работ у этих авто может составлять разве что процесс снятия ГБЦ, подготовка к притирке, ну и удобства доступа приспособлением к клапанам из-за несколько отличающихся форм головки блока цилиндров.
Проверка качества притирки
После притирки всех клапанов рекомендуется провести проверку плотности прилегания их к седлам.
Для этого сначала нужно все клапаны установить на место, установить пружины с крепежными тарелками и засухарить их.
Вот здесь уже без приспособления для разсухаривания не обойтись.
Далее головка устанавливается на ровную поверхность тарелками клапанов вверх.
В камеры сгорания наливается керосин, поскольку он обладает высокой текучестью. Уровень его замеряется и ГБЦ оставляется на сутки.

Если по прошествии времени уровень керосина не снизился или снизился очень незначительно – притирка выполнена хорошо и можно двигатель собирать.
Также читайте по каким причинам на двигателях гнет клапана.
Если же замечена утечка керосина, операция по притирке клапанов производится еще раз, но только тех, на которых отмечена утечка.
Как притереть клапана в домашних условиях
Ремонт двигателя со снятием ГБЦ зачастую требует притирки клапанов. Что это за процедура, каким способом определить ее необходимость и как притереть клапана в домашних условиях – читайте ниже.
Зачем нужно притирать клапана
Немного теории. Клапаны открывают и закрывают каналы подачи топливно-воздушной смеси и отвода отработавших газов. Чем надежнее запирает клапан канал, тем полноценнее в моторе проходит газообмен. Двигатель работает в штатном режиме и выдает номинальную мощность.
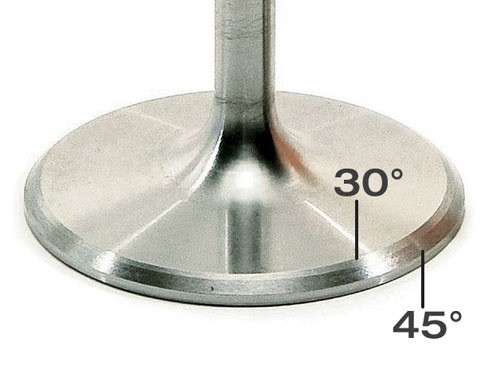
Контактная поверхность клапана с головкой блока выполнена в виде кольцевой фаски с углом наклона от 30 до 60 градусов по отношению к плоскости соединения ГБЦ с блоком цилиндров. В заводских условиях эти две поверхности прирабатываются индивидуально для каждой контактной пары. В итоге клапан в закрытом состоянии настолько плотно прилегает к посадочной поверхности в головке блока (седлу), что полностью исключает прорыв газов.
 фаска клапана
фаска клапана
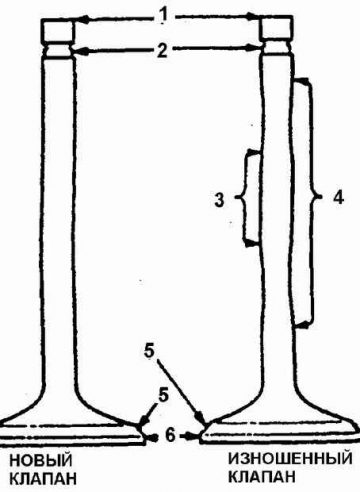
Со временем седла в головке блока и рабочие поверхности на клапанах перестают плотно прилегать друг к другу. На них появляются раковины, сажевые и маслянистые отложения. Из-за этого клапаны не обеспечивают полную изоляцию камеры сгорания, происходит частичный прорыв газов. Это снижает мощность и КПД двигателя, повышает расход топлива и ускоряет загрязнение и износ мотора.
Как понять, что клапана нуждаются в притирке
Первичная проверка проводится без демонтажа головки блока цилиндров. На недостаточную плотность прилегания клапанов к седлам косвенно указывают следующие признаки:
- снижение мощности ДВС;
- неровная работа двигателя, чрезмерная вибрация и шумность;
- низкая компрессия с большой разницей по цилиндрам;
- повышенный расход топлива.
Все эти признаки не говорят однозначно о проблемах в клапанной системе. Подобные явления наблюдаются и при общем износе поршневой группы. Однако вышеперечисленные признаки указывают как минимум на необходимость проверки ГРМ и КШМ.
Следующий этап диагностики проходит после демонтажа ГБЦ. До рассухаривания клапанов можно проверить их на герметичность с помощью любой проникающей жидкости (растворителя, бензина, ацетона и т. д.). Укладываем головку блока на бок и заливаем в окна жидкость. Если на поверхности клапанов появляется жирный след от прошедшей между седлом и клапаном жидкости – требуется притирка. Если жидкость проливается заметным потоком – велика вероятность, что клапан прогорел. Прогоревший клапан притереть не выйдет. Потребуется его замена.
После рассухаривания осматриваем фаски на клапанах и седлах. Рабочая фаска должна иметь по всей окружности матовый оттенок. Причем толщина фаски с плотным прилеганием не имеет большого значения. Главное – чтобы она была непрерывной. Это указывает на плотность закрытия клапана.
Если фаска на клапане и блоке испещрена раковинами и нагаром – клапан нужно притереть. Обычно практикуется такой подход: даже если один клапан нуждается в притирке – профилактически прорабатывается вся головка.
Собираем все необходимое для притирки
Притирка клапанов в домашних условиях не требует специфичных навыков, специализированного инструмента и крупных вложений. Ниже приведен перечень необходимого инвентаря и материалов.
- Притирочная паста. Продается или в однокомпонентном варианте, или более профессиональном, двухкомпонентном (для грубой и чистовой притирки). Если нет опыта в этом вопросе – выбираем самую дешевую однокомпонентную пасту.
- Любой нежирный растовритель.
- Чистая, безворсовая ветошь.
- Инструмент для притирки.
Инструмент для притирки можно изготовить из подручных материалов. Для начала смотрим на тарелку клапана. У некоторых двигателей в ней выполняется проточка для упрощения притирки. Если проточка есть – притирать будем с внутренней стороны ГБЦ. В качестве приспособления для притирки ищем любой подходящий под эту проточку инструмент (отвертку, биту шуруповерта, стамеску и т.д.). Вставляем подходящий инструмент в проточку и с легким нажатием будем вращать клапан в седле с периодическим изменением направления.
Проще всего притирать клапаны с использованием дрели или шуруповерта. В патрон электроинструмента вставляем биту или сверло, диаметр которого максимально близок к диаметру стержня клапана. Далее ищем небольшой кусок шланга (обычно подходит обычный шланг от топливопровода) длиной 7-10 см и два хомута, подходящие по диаметру. Насаживаем шланг на сверло (биту) и зажимаем хомутом с хорошим усилием, чтобы вручную снять его было невозможно. Вторую сторону шланга будем крепить на стержне клапана аналогичным способом, с использованием хомута.
Ручной инструмент для притирки работает по такому же принципу. Нужно из стального прута (или толстой медной жилы) с диаметром, сопоставимым с толщиной стержня клапана, выгнуть некое подобие стержня с ручкой. Закрепляем шланг на конце прута хомутом. Второй конец шланга соединяем со стержнем клапана.
Вместо шланга можно использовать кусок трубки из мягкого материала (например, меди или алюминия). Один конец трубки заклепываем или зажимаем хомутом на сверле или прутке, а на втором конце делам несколько разрезов вдоль оси. Это позволит надежно закреплять трубку на стержне хомутом и быстро переставлять инструмент на другой клапан.
Как правильно притирать клапана
После рассуханивания внимательно осматриваем клапан на наличие прогаров. Прогоревший клапан притирать нет смысла, его проще заменить. Также проверяем осевое биение стержня во втулке. Если клапан болтается, то смотрим на его стрежень. Заметная глазом выработка на стержне также недопустима. Если же стержень целый, но люфт есть, то дополнительно потребуется заменить втулки. Притирка клапанов с разбитыми втулками не имеет смысла.
Перед началом притирки очищаем поверхности фасок от нагара по максимуму. После этого наносим на фаску клапана небольшой слой притирочной пасты. Вставляем клапан во втулку на головке блока и с обратной стороны соединяем стержень с нашим инструментом. Делаем небольшой натяг и начинам вращать клапан в головке блока. Не нужно создавать большое прижимное усилие: можно прорезать в седле слишком глубокую фаску.
Нельзя притирать фаску только в каком-то одном положении. Клапан должен надежно приживаться к седлу при любом угле поворота. Дело в том, что при работе ГРМ клапаны постоянно проворачиваются в седле. И если притирку делать без периодического поворачивания, то капаны будут прилегать плотно и обеспечивать герметичность только в каком-то одном положении.
Как долго притирать? Однозначного ответа на этот вопрос нет. Все зависит от изначального повреждения фасок, зернистости пасты, силы прижатия и интенсивности процесса. Общие рекомендации таковы:
- каждые 2-3 минуты останавливайтесь, очищайте клапан и блок от пасты и проверяйте состояние фасок;
- если заметны раковины на обрабатываемых поверхностях – наносим свежую пасту и продолжаем работать еще 2-3 минуты;
- после появления матовой фаски по всему периметру клапана притирку можно считать оконченной.
В среднем весь процесс притирки одного клапана занимает от 5 до 15 минут. В некоторых случаях, при наличии на фасках глубоких борозд и раковин, один клапан придется притирать до часа.
В конце процедуры обязательно тщательно промойте головку и клапан от пасты.
Понравилась статья? Поделитесь в соц. сетях:
Когда и как правильно притереть клапана?
И снова привет всем моим дорогим друзьям и читателям! Сегодня я решил написать как правильно притереть клапана, потому как далеко не все знают, что без притирки, либо плохо, неправильно притертые они попросту прогорают, а когда прогорел хоть один, это замочи мочало, снимай головку блока и начинай все с начала! Только заменил клапана или провел капитальный ремонт, месяца не пройдет и снова здорово! Неприятно, согласитесь, поэтому притиранию следует уделять повышенное внимание.
- Когда нужна притирка
- Где они находятся и для чего нужны
- Как это происходит
- Способы притирки
- Как выбрать пасту
Когда нужна притирка

Проверить прилегание клапанов без снятия головки двигателя и не получится. Значит проверяем когда, когда снимается головка блока мотора:
- Подошел капитальный ремонт, все равно разбирать мотор.
- Пора сменить маслоотражающие колпачки, по причине их протекания, в процессе тоже снимается головка.
- Повреждение клапана (прогорел, погнуло).
- Замена клапанов.
- Проблемы с компрессией из-за клапанов.
Если к клапанам нет претензий, но головку пришлось снять по иной причине, существует простейший тест на необходимость процедуры притирания. Головку кладут на верстак, чтобы «тарелки» клапанов (широкая часть) смотрели вверх.
Постарайтесь достичь ровного положения, после этого, в углубления, где клапана находятся залейте керосин, через 12 часов проверьте, если уровень керосина не снизился значит притирка не нужна, если хотя бы в одной группе клапанов керосин ушел, или понизился уровень, притиркой пренебрегать нельзя!
Когда мотор тарахтит и дергается, при холостом ходе, возможно нарушается компрессия цилиндров, и причиной может стать нагар на клапанах, который препятствует их закрыванию, в результате тарахтение и потеря мощности.

Мне пришлось наблюдать картину, когда водитель заправился некачественным бензином, нагар на клапанах и свечах поражал своей толщиной и плотностью, тяга снизилась до минимума. Попал на чистку головки и притирку соответственно.
Вывод: во избежание лишних проблем с мотором, заправляться надо на фирменных проверенных и рекомендуемых заправках, а покупка за пол цены слитого непонятно где и смешанного непонятно с чем топлива до добра не доводит.
Где они находятся и для чего нужны
Находятся клапана в головке блока цилиндров. На каждый цилиндр по два клапана, либо по четыре, в современных моторах.
Подразделяются на впускные и выпускные.
Впускные позволяют обогащать горючую смесь воздухом из впускного коллектора.
Выпускные позволяют выбрасывать отработавшие газы через выпускной коллектор в глушитель.
«Тарелкой» обычно называют головку клапана, она соприкасается с седлом, в закрытом положении, запирая камеру сгорания.
В момент детонации в ней горючей смеси, если он не плотно прилегает, раскаленные газы прорываются в щель, перегревая его, и он начинает «гореть» и постепенно выходит из строя, но происходит это не сразу.
Как это происходит
Постепенно, нагар проступает на тарелках и на седлах в процессе работы любого мотора. Пропадает герметичность, падает компрессия и мощность. Растет расход горючего. Зазор постепенно увеличивается, клапана начинают плавиться и прогорать. Мотор тарахтеть, вибрировать.

Способы притирки
Произвести притирку можно несколькими способами:
- На специальном станке, профиль выводится идеально и довольно быстро, дополнительных действий кроме сборки не требуется. Недостатки способа -во первых такой станок не везде найдешь, даже в ремонтных мастерских, а уж тем более в гараже у соседа, во вторых станок дорогой, приобретать для одноразовой работы не имеет смысла. Я упомянул, просто потому что способ такой есть, и если вдруг у вас есть возможность притереть на станке, воспользуйтесь им.
- Ручной фрезой – быстрый, но не очень хороший способ по причине дороговизны оборудования и отсутствия навыков работы с ним, поэтому просто учтем, что такой способ есть и перейдем дальше.
- Притирка на верстаке с применением зажима с карданчиком и ручкой в форме буквы «Т» — наиболее простой и распространенный способ, который часто и повсеместно применяется на любых СТО от «кустарных» и до самых «элитных».
Выглядит оно вот так, а стоит не дороже 500 рублей, поэтому вариант идеальный, но более долгий. Так как это вариант для нас, опишу его подробно.
 Прибор для притирания клапанов
Прибор для притирания клапанов
Не смотря на трудоемкость метод дешевый, надежный и как говорят практичный:
- Перед притиркой, убедитесь, что седла не прогорели, иначе притирать без толку, надо менять седла.
- Клапана, если вы их не меняете на новые, тоже осмотрите на предмет трещин и сколов, поврежденные притирать смысла нет.
- Установите снятую ГБЦ (головку блока цилиндров) на верстак и закрепите, как вариант – зажать в тисках, только под губки тисков подложите деревяшки, иначе испортите поверхности прилегания и попадете на шлифовку головки.
- Притирание производится с помощью пасты для притирки, она тоже необходима, про нее я объясню чуть ниже.
- Нанесите тонкий слой пасты на клапан по кругу, там где он будет прилегать к седлу.
- Вставьте клапан в головку.
- Шток выйдет с другой стороны, надеваете на него цанговый зажим прибора для притирки и зажимаете его гайкой.
- Далее притягиваем клапан к седлу и вращаем влево и вправо за рукоятку, 2-3 оборота, потом от себя, на себя и все повторяется.
- Через 3-5 минут проверяем поверхность клапана, должна получиться матовая полоса с шириной не менее 1,5 миллиметра.
- Если полоса появилась, повторяем то же самое со следующим клапаном.

Еще один способ гаражной притирки – дрелью либо шуруповертом, вместо ручного прибора ножка клапана зажимается в дрель.
- Дальше действуем по описанной выше схеме, только вращать клапан будет дрель.
- Только один нюанс, дрель и шуруповерт должны иметь реверс – вращаться в обе стороны.
- Вращение в одну сторону недопустимо, не столько притрете, сколько нацарапаете борозды, а борозды это место для появления налета.
- Вращение используйте минимальное, по очереди туда и обратно, в течении двух минут
- Появление полоски шириной 1,5 миллиметра равномерная по кругу покажет что работа выполнена, повторите все это со следующим клапаном.
ВАЖНО: клапана нельзя менять местами после притирки, они уже приработались к своим седлам, перестановка даст щели и сведет вашу работу в ноль.
После любой притирки обязательно начисто промыть все детали от остатков пасты, паста больше не нужна, если оставить как есть, паста будет разрушать клапан и седло, а нам это не нужно, свою работу она выполнила.
Проверить качество можно собрав головку с клапанами воедино при помощи керосина, как я уже объяснял вначале.
Как выбрать пасту 

Выбор паст огромен, глаза разбегаются, цена не главный показатель, важнее учитывать состав и обязательно зернистость пасты:
- Начинающим лучше крупнозернистые не брать вообще, только испортите детали, предпочтительнее средняя зернистость для первичной обработки и мелкая для финальной доводки.
- Существуют наборы две пасты средняя и мелкая в комплекте, хороший вариант.
- Не рекомендуется брать алмазные абразивы, они слишком твердые, мельчайшие частички застревают в деталях и продолжают их разрушать в процессе работы.
У меня все, спасибо что читаете меня, следите за обновлениями сайта, делитесь ссылками с друзьями, я расскажу еще много интересного, до новых встреч, друзья.
Как притереть клапана на 16 клапанном двигателе?
Мастера в мелких мастерских и некоторые самоучки часто после ремонта ГБЦ выполняют притирку клапанов своими руками и убеждают автовладельцев, что это обязательная процедура. Со стороны притирка клапанов действительно выглядит логичным завершением работы — соединение получается герметичным и теоретически не дает маслу попадать в камеру сгорания или в выхлопную систему. Но на практике притирка — это нарушение техпроцесса, двигатель с такими клапанами работает неправильно. В статье рассказываем, что происходит с клапаном после притирки и как правильно обработать контактные поверхности.
Как работает классическая (неправильная) притирка клапанов
Поверхности притирают в процессе ремонта ГБЦ, если выявляют нарушение герметичности соединения. Для этого блок переворачивают, заливают в цилиндры керосин и следят за уровнем — жидкость убывает там, где соединение негерметично. В этих цилиндрах проводят притирку клапанов. Технология максимально простая, поэтому на притирку клапанов своими руками цена небольшая. Порядок работ:
Подготовка. Перед обработкой пастой снимают слой нагара с фасок тарелки клапана и седла, удаляют слой поврежденного металла. На поверхности не должно остаться подгоревших участков, трещин, деформаций.
Нанесение пасты. Используют абразивную пасту для грубой и тонкой шлифовки. Средство наносят только на контактную поверхность.
Притирка. Стержень вставляют посадочное место, захватывают с обратной стороны специальным приспособлением для притирки клапанов. Инструмент может быть ручным, но иногда чтобы закончить поскорее, выполняют притирку клапанов дрелью. Механик прижимает клапан к седлу и крути его, пока не раздастся характерный «металлический» звук.
Удаление абразива. Пасту смывают с обеих поверхностей.
Проверка. Герметичность обычно проверяют тем же способом — заливают в блок керосин. Если соединение притерто недостаточно хорошо, процедуру повторяют.
Обратите внимание — эта технология устарела, так притирают клапана только когда нет профессионального оборудования для обработки поверхностей. Притирка вредит двигателю, приводит к неправильной работе и ускоренному износу деталей. В современных сервисных центрах так уже не делают.
Чем опасно классическое притирание
1. Шаржирование фаски седла. Часть абразива вдавливается клапаном в более мягкий материал седла и остается в нем. По-научному эффект называется шаржирование — такая технология используется в промышленной притирке, но только при раздельной доводке, а не на детали, которая будет участвовать в дальнейшей работе узла. В результате седло становится абразивным инструментом и ускоряет износ клапана.
2. Изменение углов рабочих поверхностей. В новом двигателе угол наклона фаски тарелки на полградуса больше угла фаски в седле. Конструкторы не зря сделали такую разницу — во время температурного расширения диаметр тарелки увеличивается и клапан более плотно прилегает к посадочной поверхности. Если притереть соединение с абразивной пастой, угол теряется — когда мотор прогревается, тарелка прижимается к седлу только одной точкой плоскости. В результате — ускоренный износ, снижение герметичности.
Процедура с использованием абразивных паст не применяется в профессиональных сервисных центрах, такую технологию не рекомендуют производители. Сегодня притирают клапана только от безысходности — когда нет подходящего профессионального инструмента.
Как правильно подогнать клапан и седло
.jpg)
Точно выполнить фаски рабочих поверхностей можно только на специальном оборудовании, с использованием точных инструментов:
Станок для шлифовки тарелки клапана под определенным углом.
Станок для нарезания профиля седла специальными резцами.
Вакуумная установка для проверки герметичности.
Седло и клапан обрабатывают отдельно на специализированном оборудовании, затем узел собирают и проверяют на герметичность. В сервисном центре «Моторные технологии» используют вакуумный тестер, который подключается к коллектору и точно имитирует давление в цилиндре. Если фаски не совпадают — значит соединение пропускает воздух и нужна повторная обработка. Важно не превышать заводских установок по разреженности, чтобы тарелка не вжималась в посадочное место.