Как заделать трещину в блоке двигателя?
Трещина в блоке или головке блока цилиндров, симптомы, как определить и заделать
Независимо от того, какой металлический сплав применяется в изготовлении блока, со временем в ходе работы может образоваться трещина в блоке цилиндров двигателя.
Визуально можно выявить глубокие разрывы, а вот микротрещины «на глаз» не определить.
- Вероятные симптомы и причины
- Методы определения
- Как заделать поврежденные места
- Заделывание электросваркой
- Электродуговая сварка
- Заделка трещин ГБЦ
- Приварка заплаты
- Применение эпоксидной пасты
Вероятные симптомы и причины
 Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.
Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.
- Перегрев двигателя, из системы полностью вытекает антифриз. Если не стоит вопрос о герметичности самой системы охлаждения, в этом случае необходимо проверить насколько хорошо затянуты болты ГБЦ. Важно: будьте осторожны, при протяжке болтов они могут лопнуть.
- Некорректная работа прибора управления температурой (термопары), вследствие перегрева происходит деформация головки блока цилиндров.
- Неисправность пробки расширительного бачка, в которой клапан не держит давления, образуются воздушные пробки.
- В тёплую погоду происходит колебание температуры двигателя. Стрелка термодатчика производит резкие скачки в сторону увеличения, либо уменьшения температур.
- Вибрация двигателя или «троение», особенно это ощутимо при подъёме в гору. Как показывает практика, это один из распространенных симптомов образования именно микротрещин. Важно: чтобы подтвердить наличие микротрещин на блоке цилиндров или убедиться, что есть трещина в ГБЦ, выкрутите свечу зажигания. Если свеча мокрая, попробуйте жидкость на язык. Сладкий вкус означает что это антифриз, попадающий через микротрещину в масло. Долейте охлаждающую жидкость и включите двигатель, не закрывая капот и крышку расширительного бака. Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ.
- Велика вероятность появления трещин возле направляющей втулки или втулки впускного клапана. В этом случае головку придется менять.
- Уходят газы. Для определения утечки можно надеть резиновую медицинскую перчатку на расширительный бачок, или горловину радиатора, и закрепить канцелярской резинкой. Если перчатка надувается, значит проблема есть.
 Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.
Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.
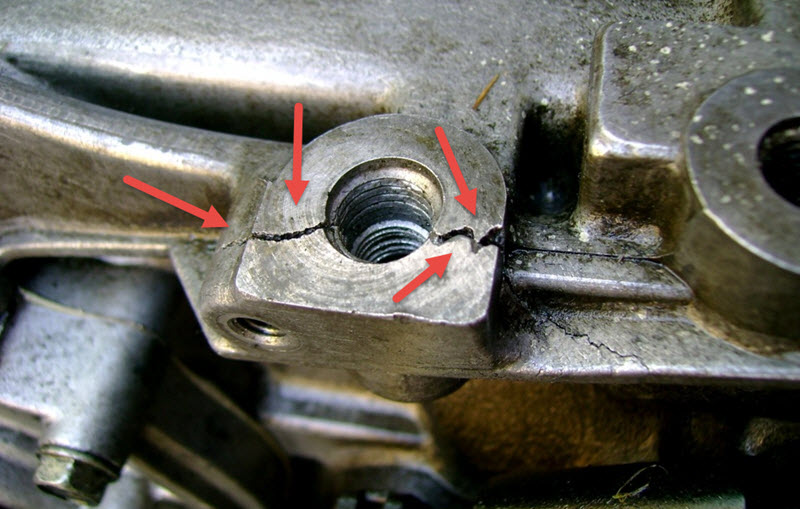
На заметку: на верхней плоскости блока цилиндров могут появиться трещины вследствие плохой промывки и продувки блока перед сборкой. В результате этого в резьбовых отверстиях под болты остается грязь и жидкость.
Методы определения
Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов. 
- Производится установка магнитов по корпусу устройства или ГБЦ. Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
- На тщательно промытую ацетоном либо керосином поверхность ГБЦ наносим особую жидкую краску и ждем 10 минут. После этого чистой тряпкой стираем оставшуюся краску. Дефекты после такого метода обнаруживаются сразу.
- Для проверки целостности можно использовать жидкость. Для этого необходимо герметично закрыть все отверстия и залить в канал воды. С помощью насоса закачиваем в канал воздух под давлением 0,7 Мпа. Оставляем блок в таком состоянии на несколько часов. Ушедшая вода скажет о том, что в головке блока присутствуют дефекты. Таким же образом целостность проверяется путем погружения блока в емкость с водой. В этом случае пузырьки покажут место трещин.
» alt=»»>
Места расположения дефектов, за устранение которых браться не стоит.
- на клапанных гнёздах;
- на зеркалах цилиндров;
- на плоскости прилегания блока и головки.
Как заделать поврежденные места
Заделывание электросваркой
Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать. 
Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
Электродуговая сварка
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Заделка трещин ГБЦ
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Приварка заплаты
Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой. 
Применение эпоксидной пасты
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
- 1 слой 1 мм,
- второй 2-3 мм,
- третий 3-4 мм.
Выдержать в течение суток при температуре 20 градусов, затем необходимо просушить место ремонта в сушильной камере, при температуре 90 градусов, в течение одного часа.
» alt=»»>
После просушки склеенный участок зачистить и выровнять шлифовкой.
Треснул блок двигателя: что делать?

Среди поломок ДВС стоит отдельно отметить появление трещин блока цилиндров и головки блока цилиндров. Такие трещины в корпусе двигателя и других составных элементах достаточно распространены. В процессе эксплуатации многие узлы в конструкции ДВС подвергаются серьезным механическим и температурным нагрузкам, которые создают естественный износ силового агрегата. Блок также трескается в результате аварий, стенки блока цилиндров или головки блока цилиндров могут пробиваться деталями двигателя (шатун и т.д.) в результате заклинивания силовой установки.
Удаление трещин в блоке цилиндров и ГБЦ

Блоки и гловки блоков двигателя состоят из различных металлических сплавов. Существующие сегодня технологии зачастую позволяют восстановить поврежденные элементы. Далее мы рассмотрим способы устранения поломки и ответим на вопрос, как убрать трещины блока цилиндров и отремонтировать трещины ГБЦ. В ряде случаев ремонт трещин можно выполнить своими руками.
Одним из наиболее широко применяемых способов устранения трещин блока цилиндров и ГБЦ является заделывание дефектов силуминовых и чугунных блоков при помощи сварки.
Как найти трещину

Для выявления трещин применяют следующие способы:
- метод ультразвукового обнаружения;
- использование магниточувствительного оборудования;
- метод пневматической опрессовки;
- поиск трещин посредством гидроконтроля;
На практике обнаружение трещин во многих автосервисах производится посредством закачки в неисправный элемент двигателя воздуха или воды. В случае с воздухом деталь дополнительно погружают в ванну и находят дефекты по пузырькам. Если в элемент закачивается вода, тогда необходимость погружения исключается, так как трещины диагностируют по просачиванию жидкости.
Для определения точных границ трещины с обеих сторон от раскола крепятся пару магнитов, пространство между магнитами засыпается специальными проводящими опилками. Наличие трещины приведет к тому, что линии магнитного поля разорвутся, опилки будут частично группироваться на поверхности раскола. Данный способ позволяет четко выявить трещину блока цилиндров или ГБЦ.
Ремонт трещин при помощи сварки

Необходимо отметить, что устранять расколы нужно в строгом соответствии со всеми рекомендациями. Механические напряжения остаточного типа в зоне шва могут привести к нарушениям его целостности и необходимости повторного ремонта.
Блок из чугуна восстанавливают при помощи засверливания концов трещины и последующей шлифовки всей длины раскола под углом 90 градусов. Засверливать необходимо для того, чтобы предотвратить дальнейшее распространение. Что касается сварки, на начальном этапе блок цилиндров разогревается до 650 градусов по Цельсию. После этого наносится сплошной шов при помощи присадочного чугунно – медного прута и флюса. Завершающим этапом становится постепенное охлаждение детали, для чего требуется специальный термошкаф.
Для того чтобы не прогревать блок, можно воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончании поверхность полученного шва обезжиривается при помощи ацетона и дополнительно наносится слой эпоксидной пасты специальным шпателем. Эпоксид застывает в течение 24 часов при комнатной температуре и около 2 часов при нагреве до 100 градусов по Цельсию. Завершающим этапом станет шлифовка обработанного шва.
Альтернативные способы

Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
Чем заделать трещину в блоке двигателя ?
Вопросы задавать можно только после регистрации. Войдите или зарегистрируйтесь, пожалуйста.
Подскажите чем заделать трещину в блоке д-240. Трещина идет по нижнему канту блока (там где поддон пристает). Взял ГАЗ 53 с этим мотором, а недоглядел блин. Может кто какую химию пробовал ? Трещину кто-то пробовал варить чугунными электродами — насрать насрали а проблему не решили.
А ее сваркой и не решить. В принципе так и делают «насирают» снаружи полуавтоматом,а с нутри заделывают спец.герметиком.
Вариться. и еще как вариться электродами обычными! Тоже была проблема заварили и все ок! Это особенность может д240 даже в инструкции этот процесс описан..
.https://fermer.ru/forum/rtm-remontno-traktornaya-masterskaya/109616?page=5
пост 460
чугун на д-240 хреноватый. в плане сварки.к совету данному RULJA можно добавить рекомендацию рассверлить край трещины—и тем самым предотвратить ее дальнейший рост.если водяная рубашка цела,лучше вообще не варить—достаточно ПРАВИЛЬНО применить качественную холодную сварку.Если на водяной рубашке только трещина,то к вышепреведенному я применил бы(и с успехом применял) КЕРАМИЧЕСКИЙ ГЕРМЕТИК СИСТЕМЫ ОХЛ.фирмы HI-GEAR—на год МАЗу с антифризом! хватает.
если уж о клеях и герметиках то я за поксипол.
Не знаю кто как, а мы чугуняку передвижкой с обычными электродами варили. Все гут было:-)
На Никольском мотороремонтном заводе видал, что трещины в блоках заделывали установкой заплатки из металла. Трещину разделывали, засверливали, изготавливали заплатку из стального листа примерно 2мм толщиной, в блоке сверлили и нарезали отверстия под болты М6 и прикручивали заплатку на трещину через картонную прокладку на какой-то красный герметик.
как можно понять определение «обычный электрод»?
как можно понять определение «обычный электрод»?
ну наверно те которые в магазинах продаются..)))
А «необычных» в магазине нету? Возможно «необычными» чугун будет лучше варится,как думаете?
ну это же искать надо)))) так то мой блок варили спец электродами. по чугуну.
наверно. у сварного были.
Электроды для сварки чугуна,а равно и обычные(мр,уони,ано),обмотанные медной мочалкой, не предотвращают отбела околошовных зон. поэтому успешная сварка чугуна(кроме ковких) без последующей непростой термообработки-скорее исключение.Выход применение приведенных выше рекомендаций—хоть это и кустарщина 
нет,все эти сварки это от лукавого. Лично я бы не рискнул варить себе блок. Если бы на что и пошел бы,то это газопламенная пайка латунью. И даже с ней не все так гладко,а сварка так подавно. Сварка чугуна имеет место на маленьких не ответственных,мало-нагруженых деталях. И то назвать это сваркой язык не подымается.
нет,все эти сварки это от лукавого. Лично я бы не рискнул варить себе блок. Если бы на что и пошел бы,то это газопламенная пайка латунью. И даже с ней не все так гладко,а сварка так подавно. Сварка чугуна имеет место на маленьких не ответственных,мало-нагруженых деталях. И то назвать это сваркой язык не подымается.
Ну дык новый блок это конечно хорошо НО, не каждый может себе это позволить. Что от лукавого тоже согласен.
блок конечно вещь не из дешевых,а плюс ко всему и головная боль с регистрацией. Так что проводить ремонт более экономние,но варить то что априори не варится в полном смысле этого слова,будет не разумно. Сейчас в продаже уйма всяких полимеров которыми можно быстро и дешево заделать трещину,предварительно убрав концентраты напряжения,дабы прекратить прогрессию самой трещины. Впринципе способов много ликвидации данной проблемы в том числе и нанесение сварного шва,но риск при этом,наделать «делов»,очень велик и не нужно забывать что блок это ответственная деталь с определенными нагрузками и заданной геометрией,малейшее нарушение которой приведет к нарушению работы других деталей и в целом двигателя.
Ремонт трещины в двигателе
Трещина в блоке цилиндров. Самостоятельный ремонт.
В этой статье мы рассмотрим:
- Ремонт трещины блока цилиндров
- Ремонт трещины Холодной сваркой
- Устранение микротрещины в блоке цилиндров или другом металлическом корпусе
Трещина на блоке цилиндров двигателя может возникнуть вследствие механических повреждений или по причине замерзания охлаждающей жидкости. Выполнять замену целого блока — идеальное, но дорогое удовольствие.
Если трещина касается клапанных гнезд или зеркала цилиндров — изделие неминуемо бракуется. Любые другие случаи, позволяют провести ремонт при помощи сварки, эпоксидного или анаэробного клея.
 Ремонт трещины в блоке двигателя горелкой или электросваркой.
Ремонт трещины в блоке двигателя горелкой или электросваркой.
 Ремонт трещины в блоке двигателя горелкой или электросваркой.
Ремонт трещины в блоке двигателя горелкой или электросваркой.Перед началом работы, следует определить какие повреждения получил корпус. От формы трещины, её длины и ширины будет зависеть технология ремонта.
Ремонт трещины блока цилиндров при помощи ацетиленовой горелкой — трудоемкий и сложный процесс, который должен выполнять профессионал. Причиной тому является локальный нагрев в зоне шва, который может привести к деформации после остывания.
Перед сварочными работами блок следует прогреть свыше 600 0 С, а затем медленно охлаждать в термопечи. Это необходимо для уменьшения напряжений после нагрева трещины. Деформаций не появится, но такая процедура требует специального оборудования (печь, хорошее сварочное оборудование, опытный сварщик).
Если ремонт трещины двигателя будет проводиться без предварительного нагревания корпуса, то следует выбрать метод электродуговой сварки в среде аргона. В процессе сварки не допускать перегрев выше 60 0 С.
Возможны проблемы связанные с материалом, из которого изготовлен корпус двигателя. Квалификация мастера и высококлассное оборудование не гарантирует, что герметичность будет восстановлена. Очень часто после процесса сварки, приходится усиливать проваренные швы еще полимерными составами.
Возможно сделать качественный ремонт блока двигателя без дорогого оборудования и в гаражных условиях?
Рассмотрим два альтернативных варианта как заделать трещины в двигателе без применения дорогих приспособлений. Такую работу может сделать один человек без особых навыков и с доступным инструментом. Эту технологию давно успешно применяют в мастерских для ремонта корпусов двигателей, компрессоров и насосов.

Компаунд для склейки «Холодная Сварка» Permatex® Cold Weld
Первый вариант, когда есть трещина с шириной более 0,1 мм.
- Нужно точно определить края трещины и засверлить их сверлом 4-5 мм. Потом мы сможем сделать заглушки, препятствующие дальнейшему росту трещины.
- При помощи угловой шлифмашины трещина разделывается по всей длине. Должен получиться канал с углом 90 градусов. Рекомендуемая глубина углубления ¾ толщины стенки.
- Разделанный шов очищается от стружки и тщательно обезжиривается. Требуется обезжирить также всю поверхность вокруг трещины на расстоянии 5-10 сантиметров. Можно использовать спирт, ацетон или другой растворитель не на нефтяной основе. Компания Перматекс рекомендует применить профессиональный очиститель Permatex® Non-Chlorinated Brake & Part

Анаэробный резьбовой фиксатор высокой прочности Permatex® High Strength Threadlocker RED
s Cleaner.
Холодная сварка Permatex® Cold Weld имеет отличную адгезию к черным металлам и алюминию. Выдерживает постоянный нагрев до 150 градусов Целься (кратковременно до +177 0 С), что вполне достаточно для двигателя.
Холодная сварка для трещин Permatex® Cold Weld очень быстро схватывается. Уже через 5 минут можно наносить следующий слой. (Рекомендуем наносить слои до 2 мм за раз.)
-
Когда трещина полностью закрыта, приступаем к дополнительному укреплению участка. Для этого на предварительно очищенную рядом поверхность, наносим тонкий слой Холодной сварки Permatex® Cold Weld. Сразу прижимаем на участок готовый кусок стеклоткани и прикатываем роликом.
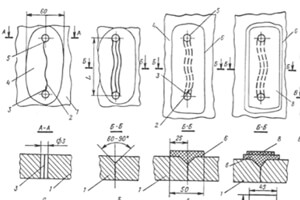
схема ремонта трещины. 1)засверлить концы трещины и очистить участок; 2) сделать углубление 90 градусов; 3) нанести клей и положить стеклоткань; 4) сделать несколько слоёв
Через несколько минут, когда состав немного отвердеет наносим сверху следующий слой Холодной сварки. Заплата должна немного перекрывать предыдущую. Рекомендуем сделать несколько (3-5) слоёв.
Второй вариант, когда есть тонкая трещина с шириной менее 0,1 мм.
Когда трещина еле видна или нет возможности разделать трещину шлифовальной машинкой, можно попробовать создать герметизацию проникающим анаэробным герметиком.
Данную технологию используют на литейных заводах для устранения микропористости металла. Там анаэробные составы используют литрами, у нас достаточно одного тюбика клея.
-
Определить края трещины, как и в первом способе – обязательное условие.

Очиститель тормозных узлов и других поверхностей – 82220
Очистить область ремонта от грязи. Очень тщательно обезжирить саму трещину, т. к. анаэробные составы требовательны к чистоте поверхности. Можно даже немного влить в трещину обезжириватель. С профессиональными очистителями данный процесс намного легче, потому что они часто идут в аэрозольных баллонах. Очищающий состав под давлением легко проникает в трещину и выбивает всю возможную там смазку. Мы рекомендуем использовать Permatex® Non-Chlorinated Brake & Parts CleanerилиPermatex® Pro-Strength Brake & Parts Cleaner.
По возможности края трещины засверлить и зафиксировать на болт с фиксатором Перматекс, как в первом варианте. Это желательно, но не всегда возможно в труднодоступных местах.

Анаэробный клей проникающего действия Permatex® Penetrating Grade Threadlocker GREEN
Сразу после очистки трещины необходимо залить в неё анаэробный клей проникающего действия Permatex® Penetrating Grade Threadlocker GREEN. Не страшно если он будет выступать наружу. Пока анаэробный состав контактирует с воздухом он остаётся в жидком состоянии. И только в самом зазоре он превратится в прочный пластик. Выступившие излишки клея можно будет потом вытереть тканью.
Внимание!Данную работу можно проводить только с небольшими по толщине трещинами. В больших трещинах клей не заполнит полностью пространство и туда будет попадать воздух, что не даст полной герметичности шва. Второй раз заливать анаэробный клей бессмысленно, т. к. анаэробный состав на воздухе не твердеет.
Второй способ имеет много ограничений и для многих он в новинку. Но данная технология существует много лет и может быть единственным выходом без замены всего корпуса двигателя.
Итак, подытожим: Способ ремонта трещин двигателя с помощью клеевых композиций класса Permatex удовлетворяет требованиям:
- технология доступна и недорога, то есть не требует дорогостоящего оборудования, инструмента и материалов;
- выполняться персоналом средней квалификации;
- обеспечивать высокую надежность двигателя после ремонта.
Клей вместо сварки ч. 6
(публикуется в сокращении)
АЛЕКСАНДР ХРУЛЕВ, кандидат технических наук
 «Упустил масло» — так описал свой случай один из водителей. Упустил — значит, не проверил вовремя. И мотор остался без масла. Последствия понятны: «застучал» шатунный вкладыш. Кончилось тем, что шатун оборвался и, попав между коленвалом и стенкой блока, пробил в блоке цилиндров хорошую дыру.
«Упустил масло» — так описал свой случай один из водителей. Упустил — значит, не проверил вовремя. И мотор остался без масла. Последствия понятны: «застучал» шатунный вкладыш. Кончилось тем, что шатун оборвался и, попав между коленвалом и стенкой блока, пробил в блоке цилиндров хорошую дыру.
Такой блок, конечно, надо менять. Но он стоит денег, и немалых. Так что варианты хоть и есть, но реальный выход из положения они обеспечивают далеко не всегда.
А если все-таки блок не менять? Попробовать его отремонтировать? Что ж, дело хорошее, только непростое, требующее знаний и некоторого опыта.
Варить или не варить?
Принципиально можно отремонтировать блок цилиндров с любыми повреждениями. Весь вопрос в том, насколько это экономически оправданно.
Конечно же, прежде чем начинать исправление таких сложных повреждений, как пробоины, необходимо наметить технологию ремонта. Самый важный вопрос — каким способом заделывать пробоину. От этого зависит и трудоемкость работы, и потребность в специальном оборудовании и инструменте, и в конечном счете — надежность двигателя после ремонта.
Традиционным способом ремонта пробоин в блоке цилиндров считается сварка. Однако просто взять и заварить пробоину трудно. Локальный нагрев в зоне сварочного шва всегда приводит к возникновению больших напряжений при остывании блока. А это опасно — могут образоваться трещины. Но даже если обойдется без трещин, сильный нагрев все равно даром не пройдет, и после остывания блок может оказаться деформированным.
Конечно, результат сильно зависит от квалификации сварщика и используемого оборудования. Например, если перед сваркой блок подогреть, а после — медленно охладить, то напряжения будут заметно снижены. Значит, и деформации уменьшатся, и трещины, скорее всего, не появятся. Правда, такой процесс требует специальной печи, а это уже не так дешево. Кстати, хорошее сварочное оборудование тоже не отличается дешевизной. У сварки есть и другие недостатки, связанные с материалами, из которых изготавливаются блоки цилиндров. Так, легирующие элементы, присутствующие в металле, нередко мешают получению качественного сварного шва.
Когда пробоина заварена, прочность и жесткость блока, нарушенные в результате поломки, будут восстановлены. Но это вовсе не значит, что отремонтированный блок обретет былую герметичность. Ее обязательно нужно проверять — и при необходимости дополнительно герметизировать шов, например, с помощью различных клеевых композиций.
Вот и получается, что во многих случаях сварка — довольно сложный и не самый удачный способ ремонта. А какой лучше? Однозначно не ответить, но альтернатива сварке все же есть.
Как заклеить пробоину
Итак, применяемая технология должна быть доступной и недорогой, то есть не требовать дорогостоящего оборудования, инструмента и материалов; она должна выполняться персоналом средней квалификации и обеспечивать высокую надежность двигателя после ремонта. Всем перечисленным требованиям вполне удовлетворяет способ ремонта с помощью клеевых композиций.
Вы удивлены? Напрасно. Технология клейки блоков давно проверена и успешно применяется рядом специализированных мастерских.
Любую клеевую композицию, как и сварку, нельзя применять просто так, что называется, в лоб. Надо обязательно соблюдать требования, которые уже достаточно хорошо отработаны. Коротко сформулируем задачу: надо заделать пробоину в блоке, обеспечив высокую прочность и герметичность стенки после ремонта. Решение ее доступно любой мастерской или СТО.
Начинать, как и всегда, надо с подготовки. Необходимо тщательно зачистить поверхность вокруг пробоины (и внутри, и снаружи блока) на ширину 25 мм. Далее следует вырезать и подогнать накладки из листовой стали толщиной 0,0,8 мм. Для того, чтобы с нахлестом 20 мм закрыть пробоину с двух сторон — изнутри и снаружи. Поскольку форма накладок, скорее всего, получится сложной, повторяющей «рельеф» поверхности блока, вначале лучше сделать картонные шаблоны, а уже затем по ним вырезать накладки.
Накладки подгоняют по месту, обстукивая молотком так, чтобы обеспечить их точное прилегание к блоку. Там, где есть полное прилегание, размечаются и сверлятся отверстия. Для этого накладка прижимается к блоку, и сверлом 5,5,2 мм делаются сквозные сверления через накладку в стенке блока. Отверстия должны располагаться равномерно по контуру пробоины с шагом 50 мм. Отверстия в накладках рассверливаются до 6,5 мм, а в отверстиях блока нарезается резьба М6. Там, где стенки блока достаточно тонкие (менее 10 мм), можно рассверлить отверстия в блоке до 6,5 мм, чтобы затем одним болтом притянуть обе накладки — и снаружи, и изнутри.
Нелишним будет предварительно собрать конструкцию — поставить и затянуть все болты, чтобы проконтролировать, как встают накладки на блок и заворачиваются болты. Осталось тщательно зачистить поверхности накладок, все обезжирить ацетоном и приступить к финальной стадии ремонта — нанесению клеевой композиции. А что наносить?
Действительно, широко распространенная в прошлом эпоксидная смола сегодня не годится. Например, без наполнителя она вытечет из зазоров между накладками и блоком. Без пластификатора тоже ничего не получится — затвердевшая смола треснет, поскольку блок цилиндров постоянно испытывает циклы нагрева-охлаждения, приводящие к опасным для смолы напряжениям.
Более удачны композиции типа «холодной сварки». Основа у них, как правило, та же, эпоксидная, но свойства за счет добавок лучше — и прочность, и пластичность, и адгезия. Некоторые из этих материалов выдерживают высокие температуры — до 3000С, что для двигателя не будет лишним.
Но мы из имеющихся вариантов выбрали композицию американской фирмы Belzona.
Для ремонта чугунных деталей в программе фирмы имеются композиции с мелкой чугунной крошкой, идеально подходящие для блоков цилиндров. Ну и, конечно, многолетний опыт использования этих композиций для ремонта блоков — он тоже немалого стоит. Единственный, по нашему мнению, недостаток материалов Belzona — сравнительно высокая цена (более 100 долл. США за килограмм).
Смешав компоненты в необходимой пропорции (1:3 по объему), наносим их на стенку блока по контуру пробоины и прижимаем одну из накладок. После этого пробоина заполняется композицией и устанавливается вторая накладка. Между накладками должно оказаться столько композиции, чтобы при затягивании болтов часть ее выдавилась по всему контуру накладок.
Когда композиция отвердеет, останется только срезать выступающую часть болтов (из эстетических соображений или если они чему-нибудь мешают) и покрасить блок.
Мотор Технологии — Санкт-Петербург © 2002-2021 тел. +7 (812) 388-08-55
Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации пожалуйста, обращайтесь по телефону 812-3880855 или другими способами указанными вконтактах.
Как найти и заделать трещину в блоке цилиндров
Через блок цилиндров автомобильного двигателя проходит несколько каналов жидкостного охлаждения и смазки. Давление в этих системах превышает атмосферное, поэтому требуется полная герметичность. Однако, условия в камере сгорания таковы, что возможно образование механических нарушений целостности металла.
Причины появления трещины в блоке цилиндров
Разрушить прочный металл блока непросто, но его структура имеет ограниченный порог по сопротивляемости. Со временем ситуация усугубляется процессами старения:
- в условиях знакопеременных ударных нагрузок возникающими с высокой частотой взрывами рабочей смеси в цилиндрах;
- постоянными перепадами температуры, от отрицательной зимой и до превышающей сотню градусов после прогрева двигателя;
- температурными деформациями массивных деталей, скрепленных затянутыми на большой момент болтами;
- ошибками при неоднократных ремонтах и мехобработке;
- грубыми механическими ударами, например, классический случай обрыва и разрушения поршня, когда шатун выходит наружу через стенку блока цилиндров (так называемая «рука друга»).

Трещины могут присутствовать и из-за заводского брака в отливке блока, но на протяжении некоторого времени себя не проявлять, не будучи сквозными.
Симптомы
Проявляется растрескивание металлов в виде смешивания разных рабочих жидкостей и газов:
- попадание выхлопного газа, расширяющегося под высоким давлением, в системы смазки и охлаждения;
- появление моторного масла в антифризе;
- вспенивание и образование эмульсии в картере из-за проникающей туда охлаждающей жидкости.
Как правило, главный внешний симптом один – двигатель начинает перегреваться в самых безобидных ситуациях, даже просто на холостых оборотах без нагрузки.
В одном из цилиндров, а трещины не образуются массово, начинаются пропуски зажигания из-за нарушения хода рабочих процессов. При эндоскопировании мотора просматриваются изменения на поверхностях деталей, выходящих в камеру сгорания.
Находящийся под давлением расширительный бачок системы охлаждения начинает распирать внутренним давлением выхлопных газов. На поверхности антифриза образуется масляная плёнка, сам он меняет цвет и мутнеет. В расширительном бачке радиатора можно почувствовать характерный запах выхлопа.

В картере повышается уровень масла, само оно приобретает вид эмульсии. Начинает мигать лампа контроля за давлением в системе смазки мотора. Часто падает компрессия, хотя это происходит не всегда.
Уровень антифриза понижается. За машиной возникает облако белого тумана из попадающей в цилиндры охлаждающей жидкости. Кипеть в бачке она начинает задолго до появления необходимой для этого температуры.
Поиск места неисправности
Первичная диагностика проводится без разборки двигателя. Если принято решение на капитальный ремонт, то в этом особой необходимости нет, поскольку неисправность достаточно легко обнаружится по визуально различимым признакам.
Магнитнопорошковая проверка
Ферромагнитный порошок, нанесённый на поверхность детали в подозрительном месте, покажет неоднородность металла при помещении в магнитное поле.
Поле создаётся постоянными магнитами при поднесении их в контролируемую зону. Частички порошка или мелкой стружки начинают концентрироваться вблизи трещины, визуализируя дефект.
Проверка водой
Если залить в систему охлаждения воду и подать некоторое избыточное давление, то она начнёт просачиваться через трещины. На сухой поверхности это хорошо видно. Вместо воды можно использовать отработанный антифриз, обладающий более высокой текучестью.
Диагностика давлением
Наиболее часто применяемый способ заключается в опрессовке деталей. Это означает нагнетание воздуха высоким давлением в систему, где перекрыты все естественные каналы. Газ можно подкрасить для лучшей визуализации при помощи автосервисного дымогенератора.
Как заделать трещину
Далеко не всегда применяется технология герметизации растрескавшегося металла. Как правило, детали заменяют, поскольку остановить процесс разрушения почти невозможно. Но в особых случаях редких или очень дорогих моторов приходится ремонтировать детали.
Электродуговая сварка
Хороший сварщик, обладающий соответствующим оборудованием, вполне способен заварить материал блока до полной герметичности. Варится и чугун, и лёгкий сплав, правда одинаково плохо. Но современные аппараты сварки в среде инертных газов могут обеспечить долговременную герметичность шва.
Важно правильно подобрать присадочный материал и работать на нагретом до высокой температуры блоке. Разогрев и остывание производят постепенно, избегая температурных деформаций. Всё определяется мастерством и опытом исполнителя работы.
Приварка заплаты
При значительных дефектах присадочным материалом для заплавления трещин не обойтись. В таких случаях можно использовать металлическую заплату, которая крепится к блоку на винтах, а затем обваривается до полной герметичности.

Всё это возможно при наружных трещинах, например, если блок пробит оборвавшимся шатуном. Естественно, внутренняя поверхность цилиндров так не ремонтируется.
Использование эпоксидной пасты
Самый примитивный и ненадёжный способ ремонта блоков цилиндров заключается в использовании различных компаундов, обычно эпоксидных, в быту именуемых «холодной сваркой».
Такие объёмные клеевые соединения обладают значительной прочностью и адгезией с материалом блока, но естественно, заменить металл не в состоянии, и сваркой это называют исключительно в рекламных целях. Однако временно заделать утечку таким способом можно, выиграв время, чтобы добраться к месту настоящего ремонта.

В состав эпоксидного компаунда обычно вводят армирующий наполнитель в виде металлического порошка или стружки. Это значительно повышает прочность заплаты. Следует понимать, что это не клеевое соединение, а лишь заполнение дефектов. Сколько-нибудь долгое время эпоксидный состав продержаться на металле не сможет.
Смола наносится с применением усиливающего резьбового крепежа в несколько слоёв. Сразу заливать большое количество не стоит из-за опасности перегрева возникающей химической реакцией и вскипания состава.