Алюминизированная сталь что это такое?
Процесс алитирования стали
Алитирование — суть технологии. Наиболее распространенные способы алюминизации: порошковый, напыление, металлизация, вакуумный и погружение. Особенности процесса: длительность цикла и рабочая температура. Алитируемые металлы и их свойства.

Алитирование – это разновидность диффузионной металлизации, которая характеризуется насыщением поверхностного слоя алюминием. Защитное покрытие создает на обрабатываемых изделиях оксидную пленку, повышающую устойчивость к высокотемпературному воздействию и предупреждающую коррозионные процессы. Несмотря на то что данный способ обработки подходит для большинства металлов и сплавов, наиболее популярным является алюминирование стали. Второе место занимает чугун.
Алитирование отличается высокой технологической сложностью – его практически невозможно реализовать в домашних условиях. Рассмотрим особенности и нюансы технологии.
Способы алитирования
Алитирование стали выполняют при температуре от 700 до 1100 °C в зависимости от характеристик заготовки. Известно несколько методов алюминирования поверхности:
- в порошкообразных смесях (калоризация);
- напылением;
- металлизация;
- в вакууме;
- погружением.
Каждый способ имеет преимущества и недостатки. Технические характеристики слоя также будут иметь разные параметры.
Алитирование стали методом погружения является наиболее предпочтительным.
Описание процесса алитирования
- Технология использования порошкообразных смесей напоминает процесс цементации стали. Для выполнения работ требуется металлический ящик, который заполняют карбюризатором. Сверху устанавливают деталь для обработки. Максимальная температура составляет 1050 °C. В среднем цикл длится от 8 до 12 часов. При этом глубина диффузии не превышает 0,5 мм. Рабочая смесь представлена порошками на основе алюминия с добавлением каталитических присадок. С помощью данного метода можно обработать детали любой формы. Дополнительным преимуществом является многократное использование карбюризатора, при этом себестоимость выполнения работ самая высокая.
- Напыление – очень быстрый способ алитирования стали. Алюминий проникает вглубь изделий на 0,3 мм за один час. Характеризуется низкой температурой выполнения работ: она не превышает 750 °C. На этом достоинства заканчиваются. Из недостатков выделяют высокую пористость и неравномерность защитного слоя, а также повышенные требования к предварительной подготовке поверхности.
- Металлизацию и последующий обжиг проводят при температуре 950 °C. Рабочий цикл длится 2–4 часа. Единственный минус – малая глубина проникновения (до 0,4 мм). Себестоимость обработки по сравнению с напылением выше на 20–25%. Несмотря на это, защитный слой отличается высоким качеством и стойкостью к механическим повреждениям, что с избытком компенсирует все неудобства.
Особняком стоит метод электролитического покрытия, или гальванизации стали. Процесс протекает в безводных или неорганических электролитах, содержащих алюминиевые соединения. Он не пользуется популярностью ввиду сложностей регулировки процесса, низкой скорости и высокой себестоимости.
Алитируемые металлы и сплавы
- Углеродистая сталь. При высоком содержании углерода в металле диффузия алюминия затруднена, поэтому обрабатывают преимущественно низко- и среднеуглеродистые стали.
- Легированная сталь. Обработка данного металла сопряжена с определенными трудностями, однако при соблюдении всех технологических требований можно получить износостойкий защитный слой.
- Чугун. Обработку чугуна выполняют реже. Целью является изменение физических свойств поверхностного слоя чугуна.


Процесс изготовления нержавеющей стали заключается в алитировании легированных или углеродистых составов.
Помимо вышеперечисленных металлов защитный слой наносят на следующие материалы:
- медь;
- титан;
- молибден;
- никель;
- ниобий.
Свойства и преимущества алитированных сталей
- После хроматирования получается поверхность с высокой адгезией к лакокрасочным изделиям.
- Низкая себестоимость покрытия позволяет использовать алитирование в качестве достойной альтернативы дорогостоящим жаростойким покрытиям.
- Алюминизированная сталь обладает устойчивостью к механическим повреждениям.
- При температуре свыше 470 °C образуется промежуточный сплав, который имеет высокую устойчивость к температурным воздействиям.
Лабораторные испытания показали, что при равной толщине слой алюминия в 2,5 раза крепче, чем цинковый.
Алитирование – это высокотехнологичный процесс, который придает поверхности обрабатываемого металла новые защитные свойства. А что вы думаете о технологии? Возможно, считаете, что есть более качественные методы металлизации? Поделитесь вашими мыслями в блоке комментариев.
Как выбрать автомобильный глушитель

Автомобильным глушителем называют либо всю выхлопную систему в целом, либо только заднюю ее часть. Эта статья посвящена именно задней детали выхлопной системы. Конечно, есть автомобили, где основной глушитель находится в центре выпускного тракта, но эти случаи мы оговорим отдельно.
Глушитель – часть выпускной системы автомобиля поглощающей автомобильные шумы. Чем качественней эта деталь, тем ниже звук. Сразу возникает вопрос, какой глушитель качественнее, а какой нет? Хотите узнать ответ – читайте дальше.
В чем отличие глушителей для автомобиля
На российском рынке автозапчастей представлены десятки видов глушителей. Европейские, Российские, Китайские, Турецкие – как потребителю выбрать автомобильный глушитель высокого качества. Одни дороже, другие дешевле. Одни окрашенные, другие нет. Марка одних известна всем, а название других ни о чем не говорит. Мы не собираемся рекламировать определенный бренд, мы просто поможем вам сделать правильный выбор.
Главный критерий качества выпускной системы – это металл, из которого она изготовлена.
Автомобильные глушители производятся из следующих материалов:
Большая часть глушителей для иномарок сделана из алюминизированной стали. Этот материал более стойкий к коррозии, чем обычная сталь, хотя стоимость алюминизированного глушителя не намного выше стального. Именно по этой причине Европа полостью прекратила выпуск обычных стальных глушителей. В России глушители из черной стали выпускаются по сей день.
Детали из обычной стали служат не более года, тогда как качественные алюминизированные глушители могут эксплуатироваться от 4 до 6 лет. Заметьте именно «качественные». К сожалению, есть и не качественные. Срок их службы не превышает одного года.
Проблема в том, что оценить качество алюминизированного глушителя на глаз невозможно. А вот от глушителя из «черной» стали можно отличить без труда. Детали из черной стали обычно окрашивают серебристой краской, а неокрашенные имеют черный цвет. Красят глушители лишь для того, чтобы они не заржавели до продажи. На этом полезные свойства покраски заканчиваются.
Глушитель из алюминизированной стали имеет ровный белый оттенок, как у алюминия. Существуют еще глушители из сплава цинка и алюминия. Их цвет схож с обычной оцинковкой, которой кроют крыши.
Детали выхлопной системы из нержавеющей стали в свободной продаже встречаются редко. Как правило, это оригинальные запчасти известных производителей. Связано это с тем, что цена нержавейки существенно выше, и автолюбители не хотят платить эту разницу в деньгах. Некоторые автовладельцы не планируют ездить на своем авто более 2-3 лет, другие предпочтут заменить глушитель через те же 3 года. Именно по этим причинам глушители из нержавейки не выпускается в больших количествах.
Еще одним важным аспектом качества глушителя является его внутренняя начинка. Это только на вид глушители разных производителей внешне похожи. Поглощение звука выхлопа зависит от нескольких факторов:
— наличие двухслойного корпуса;
— качество внутренних перфорированных труб;
— объема внутренней полости глушителя;
— термостойкость звукопоглощающей набивки и ее устойчивость к выдуванию.
Стоимость глушителя прямо пропорциональна его объемам. Один из вариантов снижения цены – упрощение конструкции. Многие недобросовестные производители выбирают этот путь, что отрицательно сказывается на способностях глушителя перерабатывать поток выхлопных газов. Уменьшение объема банки и упрощение внутреннего устройства, приводит к более громкому звуку выхлопа. А использование низкокачественного акустического наполнителя, ведет к быстрой потере его звукопоглощающих свойств. Как следствие, появляется эффект «барабана».
Купить автомобильный глушитель высокого качества непросто, но все же несколько советов у нас есть
Правило первое. Не следует покупать деталь в сомнительных местах. Лучше купить автоглушитель там, где возможна его установка на автомобиль. В этом случае вы не рискуете приобрести запчасть, которая будет работать громче, чем положено. Следовательно, вы сможете сдать или обменять деталь на качественную.
Правило второе. Узнайте, какой фирмой была сделана данная деталь. Для этого необходимо попросить у продавца сертификат, в котором есть эта информация. Необходимо учесть тот факт, что у известного производителя есть заводы в Китае и Турции. Качество глушителей, произведенных в этих странах, оставляют желать лучшего. Но покупая продукцию неизвестных компаний, шанс получить кусок железа еще выше.
Качество глушителя можно оценить по следующим признакам:
— внешний вид – глушитель по размеру и форме должен быть похож на оригинал;
— вес – чем тяжелее глушитель, тем лучше;
— качество сборки – на сварных швах не должно быть складок;
— наличие штампа производителя – на детали должна быть не приклеенная бирка, а выдавленный прессом логотип.
Не стоит покупать глушитель: покрашенный серебрянкой, деформированный и имеющий сколы. Ну и, конечно, не стоит приобретать дешевый глушитель. Как правило, такие детали вообще не пригодны для эксплуатации.
ru.knowledgr.com
Алюминизированная сталь — это сталь, на которую нанесено горячее покрытие с обеих сторон алюминиево-силиконовым сплавом. Этот способ обеспечивает прочную металлохирургическую связь между стальным листом и его алюминиевым покрытием, получая материал с уникальным сочетанием свойств, не обладающих ни сталью, ни только алюминием. Алюминизированная сталь показывает лучшее поведение против коррозии и свойства основного материала стали при температуре ниже 800 C. Например, она обычно используется для теплообменников в жилых печах, коммерческих узлах HVAC на крыше, автомобильных глушителях, овенах, кухонных печах, водонагревателях, каминах, барбекю и пекарнях. Эта сталь очень полезна для нагрева, потому что она передает тепло быстрее, чем большинство других сталей.
Характеристики определяются применяемыми точными металлами и процессами.
Покрытие горячим погружением тонким слоем алюминия/silicon alloy, содержащим от 5% до 11% silicon для улучшения адгезии. Он предназначен, главным образом, для применения в тепловом измерении, а также для использования в тех случаях, когда речь идет о коррозионном сопротивлении и тепле. Возможными конечными видами применения являются глушители, печи, печи, печи, обогреватели, водонагреватели, камины и противни. Алюминизированная сталь может выдерживать 550 ° С практически без изменения основного материала. Но из-за содержания силикона развивается чёрное пятно. Алюминизированная сталь медленно начала превращать хлебопекарные изделия, которые ранее были изготовлены из оцинкованной или оцинкованной стали, так как она не содержит свинец, который является пузовым. Тип 1 также обычно встречается в промышленных продуктах.
Покрытие горячим погружением с чистым алюминием. Он предназначен, главным образом, для применений, требующих атмосферной коррозионной стойкости. Тип 2 может быть в конечном итоге введен в корругированные кровельные и окантовочные конструкции, могильные баки, сушильные печи и корпуса конденсаторов кондиционеров.
Свойства
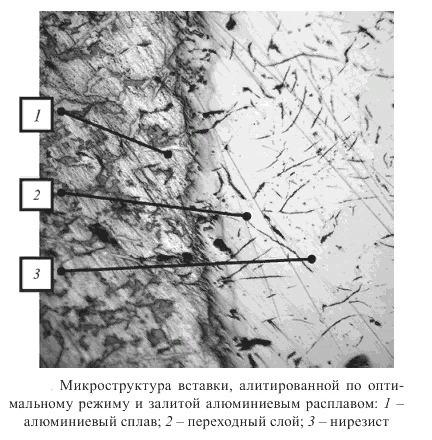
Структура алюминизированной стали под а) легкой микроэкономикой и б) сканирующей электронической микроскопией (СЭМ): 1) окислительный слой 2) алюминированный слой 3) подстилающий Прирост массы металлических, время окисления: 1) нет алюминизированный слой 2) алюминированный слой
Основной структурой алюминированной стали является слой оксида алюминия, находящийся снаружи, затем промежуточный слой, представляющий собой смесь алюминия, силикона и стали, и, наконец, стальной сердечник.
Как тип 1, так и тип 2 демонстрируют превосходные характеристики высокой отражательной способности. При температурах до 842 C алюминизированная сталь отражает до 80% тепла, проецируемого на неё. Алюминизированная сталь обладает способностью сохранять свою прочность при температурах до 677 ° С. Хотя безупречная сталь является прядью двух сталей, алюминированная сталь имеет большую электростатическую поверхность и, следовательно, может лучше отражать тепло.
Алюминизированная сталь является очень для коррозии из-за тонких слоев алюминия и силикона, которые удерживают нижнюю сталь от окисления. Эти тонкие прослои также удерживают коррозию ямок от появления, особенно во время воздействия солений, которые влияют на большинство других металлов. Однако, несмотря на хорошую коррозионную стойкость алюминизированной стали, если алюминиевый слой разрушается и сталь обнажается, то сталь может окисляться и может происходить коррозия.
Потребление
В Северной Америке ежегодно потребляется около 700 000 тонн алюминизированной стали. Некоторые из обычных изделий, изготовленных из алюминизированной стали, включают водонагреватели, печи, обогреватели помещений и решетки.
Обработка
Алюминизированная сталь может быть изготовлена с использованием различных процессов, кландирования, горячего диа, гальванического покрытия, металлизации и калорирования, но наиболее эффективным способом является горячая диа. Процесс горячего погружения начинается с очистки стали, затем помещают сталь в ванну Al-11% Si при температуре 988K и встряхивают, затем вытаскивают и сушат воздух. Алюминий диффундирует в сталь, создавая межметровый слой выше основного слоя стали, но ниже наружного алюминиевого покрытия. Алюминиевое покрытие окисляется для защиты внутренней стали от коррозии и дальнейшей диффузии алюминия. Silicon добавляют в алюминиевую ванну для создания более тонкого слоя алюминия на стали. Способ горячего разделения является более дешевым и более эффективным для производства алюминизированной стали, чем любой другой способ.
Виды использования
Автомобильный глушитель из алюминизированной стали
Алюминизированная сталь была разработана для обеспечения большей конструкционной долговечности и высокой прочности на изгиб в высококоррозионной среде. Он поддерживает прочность высокосплавной стали, но дешевле в производстве, чем высокосплавная сталь, и, таким образом, является предварительным материалом для изготовления систем выхлопных газов автомобилей и мотоциклов.
Покрытия из Al-Si используются для защиты борной стали при горячем прессовании.
Как очистить очередь печати принтера Windows 8?
Как очистить очередь печати?

Когда пользователь отправляет пачку документов с ПК на устройство печати, они попадают в некую буферную зону – очередь. Они распечатываются в том порядке, в котором пользователь отправлял документы на принтер. Это позволяет избежать путаниц с документами. Иногда возникает необходимость очистить очередь печати. Зачем и как это сделать мы расскажем вам.
Зачем проводится очистка очереди печати
Представьте себе следующее: вы решили распечатать пару важных документов. Отправили их на печать, но МФУ почему-то молчит. Вы повторяете отправку, но результат не меняется. Вот несколько основных причин, почему так происходит:
- 1 Принтер не включен – банально, но жизненно.
- 2 Закончился тонер или чернила и нужно заправить принтер.
- 3 В лотке нет бумаги.
- 4 По умолчанию выбрано другое печатное устройство и док-ты отправляются на него.
- 5 Произошла поломка печатной техники и требуется ремонт МФУ или принтера и пр.
Перед тем, как убрать очередь печати, необходимо решить все насущные проблемы: заправить картридж, устранить неисправности и т.д. Если печатная оргтехника исправно работает, она подключена к ПК, настройка принтера выполнена корректно, то нужно очистить очередь печати. Также необходимость чистить список возникает, если вы по ошибке отправили на печать не тот документ.
Метод №1: как очистить или отменить очередь печати через свойства принтера
Начнем с элементарного метода. Для его реализации зайдите в [Устройства и принтеры]. Отыщите там ярлык нужного оборудования. Нажмите на нем ПКМ и [Просмотр очереди…]. Теперь вы знаете, как посмотреть очередь печати.
Теперь запустилась окно со списком. В левом верхнем углу будет надпись [Принтер]. Кликните по ней и определитесь с командой: отмена или остановка. Если компьютер не отреагировал на вашу команду, попробуйте удалить документы вручную. Если не удаляется документ из очереди печати, нужно воспользоваться другими способами.
Способ №2: как убрать документы из очереди на печать
Перезагрузите ПК, отключив перед этим печатное устройство. Это не самый удобный способ, но очень действенный. После того, как вы включите компьютер, не забудьте подключить принтер по сети или USB-кабелю.
Способ №3: как сбросить очередь печати на принтере вручную
Перезагрузка не принесла желаемых результатов или нет возможности ее выполнить? Пора прибегнуть к более серьезным мерам. Пора остановить диспетчер печати. Данная процедура выполнить разными методами. Вот простейших из них:
- нажмите [⊞] и напишите «службы»;
- перейдите в соответствующую категорию;
- отыщите в общем перечне [Диспетчер печати];
- кликните ПКМ и остановите его работу.
После необходимо зайти в проводник. В правом верхнем углу окна есть строка поиска. Введите туда слово PRINTERS и начните поиск. Комп покажет расположение папки с таким названием. Войдите в нее. Сотрите все документы с типа .SHD (содержит настройки) и .SPL (это те док-ты, которые вы отправляли на принтер). После этой процедуры не забудьте заново включить диспетчер. Этот способ позволяет очистить очередь печати сетевого принтера на Windows 7, 8, 10 и является эффективным в 99 % случаев.
ВАЖНО! Когда задачи виснут в очереди печати, рекомендуем вам проверить свойства оборудования. Если состояние принтера «отключено» или принтер находится в автономном состоянии, необходимо исправить эту ситуацию. О том, как это сделать, более подробно написано в других статьях.
Метод №4: как очистить очередь печати в принтере через cmd
Данный метод придется по душе любителям командной строчки. По сути это предыдущий вариант, но он выполняется не вручную, а при помощи команд. Если вам нужна очистка очереди печати Windows 10 или 8, то это самый доступный метод.
1. В пуске в списке программ зайдите в папку [Стандартные]. Там вы увидите [Командная строка]. Кликните по ней ПКМ и запустите от имени админа. Подтвердите свои действия.
2. Введите первую команду net stop spooler – она остановит работу диспетчера. После этого введите:– это приведет к автоматическому удалению док-ов, содержащих задания печати.
3. Также нужно избавиться от док-ов с информацией. Для этого воспользуйтесь командой: . Осталось лишь включить службу печати. Это делается простой командой net start spooler.
Примечание! После новой команды необходимо нажимать Энтер и дожидаться ее завершения. Способ действует вне зависимости от марки, модели устройства и версии ОС.
Теперь вы знаете, как удалить, очистить очередь печати. Если ни один из вариантов не помог вам или в работе печатной техники возникают неисправности, рекомендуем заново установить драйверы принтера. Не забудьте проверить состояние тонера, возможно, пора купить картриджи или провести профилактику.
Инструкция как отменить печать или убрать документы в очереди

Проблем с печатающими устройствами бывает много и разных. Исправить их порой достаточно просто. Но иногда неопытному пользователю приходится изрядно напрячься, чтобы аппарат снова стал работать. Многие ищут в сети «как очистить очередь печати принтера» — это правильное первое действие, когда печать попросту остановилась без причин и ошибок.
Как правило, проблема с невозможностью убрать документы из списка задач возникает на моделях фирмы HP, Canon. В статье Вы сможете найти сразу несколько способов, как удалить очередь на печать на принтере принудительно, когда стандартными действиями она не очищается. Инструкции актуальны для семейства всех версий операционных систем Windows 7,8,10.
Возможные причины проблем
Перед тем как начать устранять какую-либо проблему или ошибку необходимо точно знать о ее наличии. Зависание документов в очереди возможно по нескольким причинам и не всегда требуется именно очистка или сброс всех заданий. Причинами могут быть:
- Ошибки программного обеспечения печатающего устройства.
- Проблемы с операционной системой Windows.
- Наличие вирусов на компьютере или неполное устранение последствий их действий.
- Временный «глюк» принтера, который решается простым вариантом очистить его память. Нужно выключить аппарат из розетки, а через некоторое время подать питание снова.
При печати документов и картинок большого размера, бывают ситуации, когда документ может долго загружаться на печать или подвиснуть. Это не является проблемой и никаких действий со стороны пользователя не требуется. Нужно просто немного подождать. Бить тревогу стоит, только когда размеры, указанные на рисунке ниже, сравнялись и печать не началась.
Диспетчер задач принтера
Самый простой и стандартный способ почистить очередь документов на печать на компьютере или ноутбуке сделать все через диспетчер задач принтера. Но сначала необходимо добраться до него. Сделать это можно так:
- Откройте панель управления через кнопку «Пуск» или нажав комбинацию WINDOWS+R, а потом введите «Control».
- Найдите раздел «Устройства и принтеры».
- Выберите свою модель из открывшегося списка.
Когда в списке много устройств, то найти будет сложновато. Следует искать по названию модели, которое должно быть обозначено на самом корпусе аппарата. Нужный нам вариант будет обозначен зеленой галочкой. Еще одним признаком правильного выбора является наличие заданий в очереди.
- Выделите мышкой и нажмите правую кнопку.
- В контекстном меню выберите пункт «Просмотр очереди». Вы увидите все незавершенные задания.
- В окошке, которое сейчас видите, будет список зависших документов.
- Чтобы убрать все сразу нужно нажать на «Файл» вверху и выбрать «Очистить очередь печати».
- Чтобы удалить какой-то определенный документ из очереди печати, выделите и нажмите правой кнопкой мыши и в меню нажмите «Отменить».
Способы принудительной очистки
Не всегда мероприятия по удалению документов из очереди проходят так гладко и просто. Зачастую приходится прибегать к самым разным и изощренным вариантам, чтобы удалить очередь печати на принтере. В этом разделе речь пойдет о принудительных способах добиться успеха. Используйте их, если стандартный через диспетчер не помог.
Службы Windows
В операционных системах Windows есть разные службы, которые выполняют большое количество задач. Есть среди них и служба диспетчера очереди печати. Роль этой оснастки предельно проста и достаточно важна — контролировать печать на Вашем компьютере. Проблемы зависания печати могут быть связаны именно с ней. Точно проверить такой факт неопытный пользователь не сможет.
Все что можно сделать в нашем случае — это попробовать перезапустить данную службу. Чтобы это сделать, следуйте такой инструкции:
- Через пуск попадаем в панель управления.
- Среди большого списка находим раздел «Администрирование».
- Из перечня ярлыков нажимаем на «Службы».
- В списке ищем оснастку «Диспетчер печати».
- Перезапускаем ее.
Что это, почему отключается и как запускать.
Очистка временной папки
Мало кто знает, что при постановке на печать система создает временные файлы, в которые записывает всю нужную для выполнения операции информацию. В случае отсутствия таких файлов и информации соответственно список файлов на печать будет пустой, что и требуется нам.
Найти нужную папку можно по адресу C:/Windows/System32/spool/Printers. Если система Виндовс установлена не на диск C, то в пути имя диска нужно изменить на актуальную букву. Удалять нужно только файлы в папке, а не саму директорию Printers. После удаления следует перезагрузить компьютер или ноутбук.
Специалисты рекомендуют перед удалением файлов из папки останавливать службу печати, а после перезагрузки снова ее включать. Как это сделать описано в предыдущем разделе.
Командная строка
Если Вы имеете опыт работы с командами системы DOS и хоть немного что-то в этом понимаете, то можно воспользоваться способом вода команд для очистки очереди.
Запускать режим командной строки нужно от имени администратора.
Дальнейшими действиями будут вод и выполнение таких команд:
- net stop spooler.
- del %systemroot%system32spoolprinters*.shd /F /S /Q.
- del %systemroot%system32spoolprinters*.spl /F /S /Q.
- net start spooler.
Bat файл
Если проблема с очисткой очереди принтера носит системных характер, то способы выше могут помочь только на некоторое время и неприятности вернуться обратно. В таком случаи попробуйте переустановить драйвера к Вашей модели печатающего устройства. В некоторых случаях нужно переустанавливать и всю операционную систему.
Как временный вариант можно воспользоваться специальным bat файлом. Для этого создайте текстовый файл с расширением .bat. В сам файл вставьте текст.
net stop spooler
del %systemroot%system32spoolprinters*.shd /F /S /Q
del %systemroot%system32spoolprinters*.spl /F /S /Q
net start spooler
И сохраните. Сделайте ярлык на данный файл на панели быстрого запуска для удобства использования. При запуске такого файла будут автоматически выполняться команды, описанные в разделе «Командная строка» этой статьи.
Специальные утилиты
Можно скачать специальные программы, которые автоматически могут решить проблему с очисткой очереди. Но в этом нет надобности и целесообразности. Любая из таких утилит использует в своей основе один из перечисленных принудительных методов, выполнить который намного быстрее и безопасней вручную.
Статья была полезной для Вас?
- Ничего полезного 44%, 12 12 — 44% из всех
- 9 — 33% из всех
- 6 — 22% из всех
инструкция
Актуально для семерки, восьмерки и десятки.
В знак благодарности расскажите о статье своим друзьям и знакомым в социальных сетях. Используйте кнопки для слева или внизу страницы. Это не занимает более 15 секунд. Спасибо!
Архивная публикация 2009 года: «СТАЛЬ ЗАБЛЕСТИТ АЛЮМИНИЕМ»
Алитирование – это разновидность диффузионной металлизации, которая характеризуется насыщением поверхностного слоя алюминием. Защитное покрытие создает на обрабатываемых изделиях оксидную пленку, повышающую устойчивость к высокотемпературному воздействию и предупреждающую коррозионные процессы. Несмотря на то что данный способ обработки подходит для большинства металлов и сплавов, наиболее популярным является алюминирование стали. Второе место занимает чугун.
Алитирование отличается высокой технологической сложностью – его практически невозможно реализовать в домашних условиях. Рассмотрим особенности и нюансы технологии.
Способы алитирования
Алитирование стали выполняют при температуре от 700 до 1100 °C в зависимости от характеристик заготовки. Известно несколько методов алюминирования поверхности:
- в порошкообразных смесях (калоризация);
- напылением;
- металлизация;
- в вакууме;
- погружением.
Каждый способ имеет преимущества и недостатки. Технические характеристики слоя также будут иметь разные параметры.
Алитирование стали методом погружения является наиболее предпочтительным.
РАДС алюминизированной стали.Telvin 164 и выхлопная труба
#21 parus
И еще пару рекомендаций. Если инвертор на стабилизирован по выходному току, то величина дугового промежутка будет влиять на силу тока сварки. При его увеличении сопротивление дуги растет, ток сварки уменьшается, и наоборот. Это надо учитывать. При сварке труб/листов небольших толщин, особенно если сборка с зазором (неплотная подгонка) очень важно вовремя подавать присадочный материал в сварочную ванны. Небольшая задержка и прожег. Схему подачи присадки tig на этом форуме выкладывал.
#22 Spec
По показанной схеме сваривания трубы все очень классно получается! Использовал в качестве подставки внутри трубы алюминиевую трубу меньшего диаметра, пропали сопли внутри трубы, края перестали проваливаться))) Огромное спасибо что правильно ткнули носом! Значит выходит чем ближе электрод к детали, тем ток выше и все быстрее плавится? Хотя я заметил что если его отводить дальше, то плавится просто большая площадь. Вот такой вопрос, от чего расплав может кипеть? То есть бывает просто плавится, образуется лужица и итог нормальный шов. А бывает Плавится не равномерно как то, нормальной ванночки нет и шов выходит никакой — дырявый весь и ощущение что оно там все кипело и ямки всякие по месту сварки. Так что скажете по поводу осциллятора? Помогает ли он в работе? Или это фишка исключительно для сварки цвет мета?
Осциллятор — штука полезная. Предназначен для бесконтактного возбуждения дуги, стабилизации дуги и повышения эффекта разрушения оксидной пленки при сварке алюминя переменным током. Если инвертор не оборудован осциллятором самому подключать не советую. Осциллятор генерирует высоковольтное (несколько киловольт) высокочастотное напряжение, которое без соответствующей защиты запросто может прошить сварочник.
Описание процесса алитирования
Поверхностное насыщение стали сопровождается образованием интерметаллических соединений, толщина которых увеличивается активизацией процесса диффузии алюминия в металле. Особенности технологической обработки зависят от выбранного метода.
- Технология использования порошкообразных смесей напоминает процесс цементации стали. Для выполнения работ требуется металлический ящик, который заполняют карбюризатором. Сверху устанавливают деталь для обработки. Максимальная температура составляет 1050 °C. В среднем цикл длится от 8 до 12 часов. При этом глубина диффузии не превышает 0,5 мм. Рабочая смесь представлена порошками на основе алюминия с добавлением каталитических присадок. С помощью данного метода можно обработать детали любой формы. Дополнительным преимуществом является многократное использование карбюризатора, при этом себестоимость выполнения работ самая высокая.
- Напыление – очень быстрый способ алитирования стали. Алюминий проникает вглубь изделий на 0,3 мм за один час. Характеризуется низкой температурой выполнения работ: она не превышает 750 °C. На этом достоинства заканчиваются. Из недостатков выделяют высокую пористость и неравномерность защитного слоя, а также повышенные требования к предварительной подготовке поверхности.
- Металлизацию и последующий обжиг проводят при температуре 950 °C. Рабочий цикл длится 2–4 часа. Единственный минус – малая глубина проникновения (до 0,4 мм). Себестоимость обработки по сравнению с напылением выше на 20–25%. Несмотря на это, защитный слой отличается высоким качеством и стойкостью к механическим повреждениям, что с избытком компенсирует все неудобства.
- Алитирование стали в вакууме выполняют путем испарения алюминия. Частицы металла оседают на заготовке, за счет чего толщина слоя самая низкая из всех способов, однако благодаря вакуумной среде, которая исключает воздействие сторонних факторов, качество результата считается самым лучшим. Кроме того, процесс характеризуется самой высокой рабочей температурой – до 1400 °C. Для обработки применяют специальные печи с системой создания безвоздушной среды. Недостатком считается длительный процесс подготовки изделий. Технология требует тщательной очистки поверхности, поскольку ржавчина снижает адгезию алюминия. Кроме того, перед помещением в камеру детали нагревают до нужной температуры, которая колеблется в диапазоне от 175 до 370 °C в зависимости от свойств металла.

Особняком стоит метод электролитического покрытия, или гальванизации стали. Процесс протекает в безводных или неорганических электролитах, содержащих алюминиевые соединения. Он не пользуется популярностью ввиду сложностей регулировки процесса, низкой скорости и высокой себестоимости.
BUBLS-64 › Blog › Шеви-нива 16V Turbo #10
Вот и юбилейная, десятая запись о ШНиве. Спасибо, что следите и не забываете. Да и мы сегодня потрудились очень даже юбилейно и сварили весь выпуск. И скажу честно, сами довольны как два слона. Очень неплохо получилось, смотрите сами.
А теперь расскажу подробнее о том как это было. Помните вчерашнюю живопись Вована? Он исправился))
Затем немного переварили даунпайп и проблема со стабилизатором решилась.
Продолжаем. Дальше по плану разъёмное соединение и гофра.
Как всегда приходится впихнуть невпихуемое и следить что бы 60мм труба ни за что задевала. По этому мелких изгибов получается достаточно много, но главная цель повесить выпуск максимально выше к кузову. Приходится повторять все изгибы. Теперь очередь пламегасителя (он же стронгер, он же терка).
Алитируемые металлы и сплавы
Алитирование – это не только способ защиты поверхности. Оксидная пленка является прекрасной основой под лакокрасочные покрытия. Основными металлами, которые подвергают алитированию, являются:
- Углеродистая сталь. При высоком содержании углерода в металле диффузия алюминия затруднена, поэтому обрабатывают преимущественно низко- и среднеуглеродистые стали.
- Легированная сталь. Обработка данного металла сопряжена с определенными трудностями, однако при соблюдении всех технологических требований можно получить износостойкий защитный слой.
- Чугун. Обработку чугуна выполняют реже. Целью является изменение физических свойств поверхностного слоя чугуна.

Процесс изготовления нержавеющей стали заключается в алитировании легированных или углеродистых составов.
Помимо вышеперечисленных металлов защитный слой наносят на следующие материалы:
- медь;
- титан;
- молибден;
- никель;
- ниобий.
Сварка алюминия со сталью через биметаллические вставки

Способ сварки алюминия со сталью путём нанесения металлических покрытий на стальные кромки технологически достаточно сложен. Поэтому, подобные способы целесообразно применять в случае сварки мелких изделий. На практике наибольшее распространение получил способ сварки с использованием промежуточных вставок из биметалла. Примеры таких соединений указаны на рисунке:
Биметаллические вставки изготавливаются из крупногабаритных биметаллических пластин, из углеродистой стали и хромоникелевой, при помощи сварки взрывом. Впервые такой метод был предложен Раздуем Ф.И. и Ситаловым В.П.
Свойства и преимущества алитированных сталей
Алитированная сталь обладает рядом ценных качеств:
- После хроматирования получается поверхность с высокой адгезией к лакокрасочным изделиям.
- Низкая себестоимость покрытия позволяет использовать алитирование в качестве достойной альтернативы дорогостоящим жаростойким покрытиям.
- Алюминизированная сталь обладает устойчивостью к механическим повреждениям.
- При температуре свыше 470 °C образуется промежуточный сплав, который имеет высокую устойчивость к температурным воздействиям.

Лабораторные испытания показали, что при равной толщине слой алюминия в 2,5 раза крепче, чем цинковый.
Алитирование – это высокотехнологичный процесс, который придает поверхности обрабатываемого металла новые защитные свойства. А что вы думаете о технологии? Возможно, считаете, что есть более качественные методы металлизации? Поделитесь вашими мыслями в блоке комментариев.
Recommendations
Comments 70
Наверное глупый вопрос, но почему +15 т.р. за аргон? я насчитал порядка 25 швов, не знаю как у Вас, но у нас круговой шов на 60-63 трубе стоит порядка 300 руб, получается 7.5 руб
Как варится алюминизированная сталь к нерже? Мой аргонщик выдает много страшных слов когда к нему несут выхлопные отфольцев из алюминьстали ) Ценник на стронгеры какой вышел?
Чем варили так и не озвучил? Полуавтомат? Смесь аргона и кислоты?
полуавтомат и кислота
Приятно смотреть когда у людей руки не из опы!