Как делают шины для автомобиля?
Черная кухня: как делают автомобильные шины
Все автомобильные шины производят из схожих ингредиентов и по схожим технологиям. Но есть нюансы.

Если считать изобретателем пневматической шины Джона Данлопа, то современная покрышка имеет почти 130‑летнюю историю: шотландец получил патент в 1888 году. Однако аналогичную идею Роберт Уильям Томпсон запатентовал еще раньше – в 1846 году. И хотя в то время изобретением никто не заинтересовался, предлагаю считать, что эта статья о производстве шин посвящена их 170‑летнему юбилею.
Чтобы проследить все стадии процесса, я посетил крупнейший итальянский завод фирмы Pirelli, который расположен в Турине, а затем заглянул на российское производство Pirelli в Воронеже.
Всё начинается с изготовления резиновой смеси. От ее состава зависят характеристики будущей шины. Смешиваются натуральный и синтетический каучук, полимеры, масла, смолы, сера, сажа и прочие вещества. Точную рецептуру не раскрывает ни один шинник – это ноу-хау и тайна за семью печатями. Примерно как с кока-колой: ингредиенты указаны на этикетке, но приготовить из них требуемый продукт вряд ли получится.
Львиную долю компонентов получают искусственным способом, и у них есть срок годности. Если он истек, материал утилизируют – в производство некондиция не попадает. Кроме того, всё сырье проверяют в лаборатории завода на соответствие рецептуре.
Проверенные партии отправляют на смешивание. На выходе получают резиновую ленту-полуфабрикат, раскатанную вальцами станка в тонкий слой. На заготовки ставят штампы и цветные метки с информацией о составе и дате производства.
Основным материалом для шинной промышленности был и остается каучук. В летние шины идет больше искусственного каучука, а в зимние, для которых важна мягкость, – натурального. Природный каучук добывают в основном в Азии и Латинской Америке. Больше половины его объема уходит на производство шин. А первый в мире завод по производству синтетического каучука был запущен в 1932 году в Ярославле.
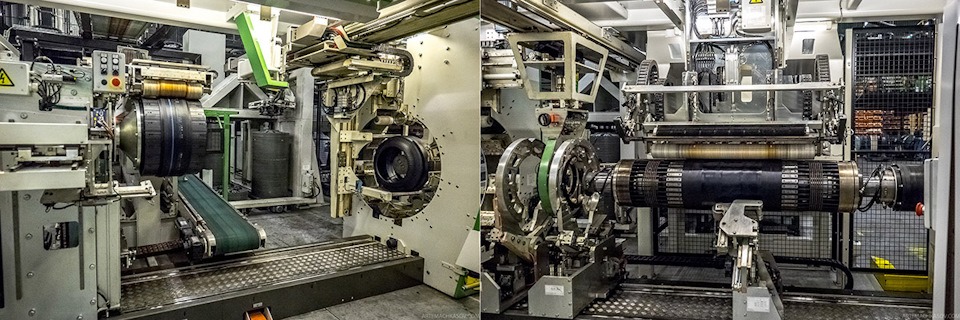
Шина состоит из каркаса, нескольких слоев брекера, протектора и боковин. У каждой из этих составляющих свой путь. Текстильный и полимерный корды покрывают слоем резины, причем параметры выходящих из оборудования лент контролирует лазер. Для каждой модели шины и ее типоразмера требуется своя ширина, поэтому для изготовления применяют автоматизированные линии с барабаном изменяемых размеров. Это каркас будущей шины, ее внутренний слой. Правда, с закачанным внутрь воздухом контактирует не он, а так называемый гермослой – тонкое резиновое полотно, обеспечивающее герметичность современных бескамерных шин. По сути, оно заменяет собой камеру и, соответственно, должно обладать всеми ее свойствами.
На каркас накладывается обрезиненный стальной корд – брекер. Обычно укладывают несколько слоев под углом друг к другу. Они обеспечивают способность покрышки противостоять ударам и помогают ей сохранять форму.
Верхний слой – протектор. Из станка он выходит опять-таки в виде резиновой ленты необходимой ширины, только гораздо более толстой, нежели каркас и брекер. На этой же стадии наносятся хорошо известные всем автомобилистам цветные полосы, по которым можно узнать параметры шины, взглянув на ее рабочую поверхность, а не на боковину, – так легче идентифицировать колеса на складе.
Протектор должен быть износостойким и одновременно обеспечивать надежное сцепление на разных поверхностях и в широком диапазоне температур. Отсюда особые требования к резиновой смеси, причем ее состав в разных частях протектора серьезно меняется. Мягкая резина контактирует с асфальтом, внутренняя, более жесткая, держит удары, резина третьего сорта, на плече, нужна для перехода от контактной поверхности к боковине.
Боковая часть покрышки принимает на себя ударные нагрузки и играет важную роль при прохождении поворотов. В зоне, прилегающей к колесному диску, за утолщением скрыто бортовое кольцо. Это несколько слоев прочной проволоки, также обрезиненной.
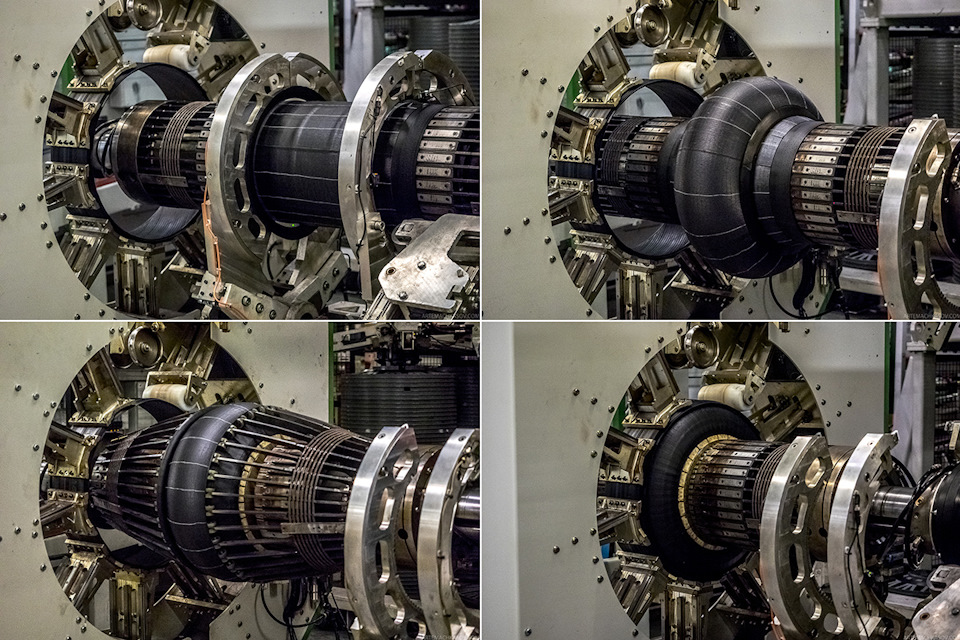
Когда все элементы готовы, они подаются на станок первичной сборки. Он соединяет гермослой, каркас, брекер и протектор, заворачивает «крылья» последнего и соединяет их с боковинами. Результат работы – так называемая «зеленая» шина. Она уже приняла нужную форму, но ее бока раздуты, протектор гладкий, а сама резина очень податлива: ее можно повредить буквально нажимом руки. Однако на этом этапе уже можно провести первый визуальный контроль качества.
Последний этап – вулканизация. «Зеленую» шину обрабатывают составом, исключающим прилипание резины к пресс-форме во время термической обработки, и в горизонтальном положении подают на платформу станка. Внутри будущей покрышки надувают резиновую камеру. Сначала небольшим давлением – около 0,3 бар, дабы обеспечить равномерный прижим диафрагмы к заготовке, затем оно возрастает до 15 бар и более. Снаружи шину облегает пресс-форма с рисунком протектора и надписями на боковинах.
«Выпекание» с подачей водяного пара при температуре около 170–200 ºС занимает от 3 до 35–40 минут, в зависимости от типа покрышки. На туринском заводе на создание заготовки шины уходит в среднем около 17 минут, а на вулканизацию – около 15 минут.
На выходе шину снова ждет контроль – визуальный и инструментальный. Причем проверяют еще горячее изделие: после остывания до комнатной температуры видны уже не все дефекты, поэтому бракованное колесо может попасть в продажу или на конвейер. Шину взвешивают, проверяют рентгеновским аппаратом и лазерным сканером на предмет внутренней однородности. К тому же несколько экземпляров из каждой партии отправляют на ресурсные испытания.
Напоследок еще об одном любопытном факте из мира шинного производства. Шина не столь специфический продукт, как ее носитель – автомобиль. Поэтому, несмотря на нынешний кризис, российские заводы мировых грандов не простаивают и не сокращают численность сотрудников. Наоборот, работают в усиленном режиме, поставляя ставшие вдруг очень выгодными при нынешнем курсе рубля шины российского производства на экспорт по всему миру.
В ПОДЗЕМЕЛЬЯХ
Особая гордость компании Pirelli – лаборатории туринского завода. В некоторые удалось заглянуть. Расположены они, как и полагается секретным объектам, под землей, на цокольных этажах. Тут находится 85 установок, позволяющих проводить до полутысячи различных испытаний. Значительный штат сотрудников работает над шинами для Формулы‑1. Как известно, Pirelli является эксклюзивным поставщиком «королевских гонок».
В одной из лабораторий занимаются нанесением рисунка протектора на прототипы шин. Высокоточный лазер используют только для предварительной разметки – луч выжигает лишь очертания рисунка (глубина этих штрихов не более 0,1 мм), которые мастер потом «прорезает» вручную. Полностью доверить эту работу автоматике нельзя: из-за воздействия высокой температуры изменятся химический состав резины и ее свойства. А изготавливать пресс-форму под каждый образец – дорого и хлопотно.
Измерение шума проводят в изолированной безэховой камере. Установленное на автомобиль колесо крутит электромотор, расположенный за пределами помещения. Это позволяет анализировать звук только от шины, не отфильтровывая шум двигателя, трансмиссии и прочих источников.
Pirelli располагает уникальной установкой, позволяющей измерять больше сотни различных параметров шины. Она занимает несколько этажей и весит 250 тонн, но на виду только рычаг с закрепленным на нем колесом и барабан под ним. Под протектором – очень агрессивная «бумага». За счет подвижных элементов изменяется скорость качения, сила прижима, имитируются наклоны, повороты, торможения. Характеристики снимаются в режиме реального времени. Всё это нужно, чтобы сформировать виртуальную модель шины. Ее передают заказчику, который использует данные при доводке реального автомобиля. Ведь для многих спортивных и премиальных машин используются шины с особыми характеристиками. Их боковины могут нести обозначение стандартной модели, но дополнительная буква или индекс укажет знатоку, что конкретно эта шина создана по заказу одного из автоконцернов и отличается от продающихся на вторичном рынке. Для такой продукции у Pirelli есть отдельный цех мелких серий, где изготавливаются шины для автомобилей Ferrari, Maserati и других марок сопоставимого уровня.
Из чего и как делают резину для колес вашего автомобиля
Сегодня я же хочу поговорить об резине или шинах. Из чего их делают и какой они проходят путь до наших прилавков. Многие ошибочно думают – что в основе всего лежит нефть, многие даже уверенны – что ее там под 90%, однако это не совсем так. НА заре своего появления шины были продуктом природы практически на 100% …
![]()
Прежде чем рассказать вам о современных шинах, позвольте копнуть в историю и рассказать про резину на заре ее производства.
Что такое каучук?
ДА будет вам известно – что основной компонент резины делается из каучука, а это очень даже природный материал который добывают из каучуковых деревьев. В южной Африке такие деревья существуют очень давно, даже сложно подсчитать их возраст. Однако Европейцы познакомились с ними в 16 веке, когда вернулся на родину Христофор Колумб.
Если разложить слово «КАУЧУК» на составляющие, то получается «КАУ» – растение, дерево, «УЧУ» – плакать, течь. ТО есть если дословно перевести то это «плачущее дерево», с языка индейцев племени реки Амазонки. Однако есть и научное название – «КАСТИЛЬЯ», произрастает оно на берегах реки Амазонки в непроходимых джунглях.
«КАСТИЛЬЯ» очень высокое дерево вырастет оно 50 метров в высоту и цветение продолжается круглый год.
![]()
Второй по содержанию этого сока является дерево – «ГЕВЕЯ», которое также вырастает до 40-50 метров. Когда растение набирает силу, и доходит до возраста в 9-10 лет, у него на стволе делают насечки в форме буквы «V» из которой и начинает сочиться натуральный каучук. При воздействии воздуха он становится тягучим.
![]()
Это два основных растения, которые дают натуральные каучуки. В средней Азии, а также на берегах южной Америки, Бразилии, Перу, острове Шри-Ланка есть целые плантации таких деревьев, которые существуют только с одной целью – добывание этого сока! Это уже давно налаженный бизнес.
В пятерку «популярных» также входят растения: «МАНИОКА», «САЛЬНОЕ ДЕРЕВО» и кустарник «ИН-ТИЗИ». Все они являются источниками для последующего производства резины.
Как я писал, выше каучук был привезен в Европу очень давно, но вот на первое его использование решился – К.МАКИНТОШ, не путать с компьютерами от «APPLE», он впервые пропитал плащ от дождя этим составом, благодаря чему тот получился практически не промокаемым. В холодную погоду он становился плотным и не промокаемым, а вот в жару становился немного «липковатым». Нужно отметить, что МАКИНТОШ подсмотрел этот метод у индейцев с Амазонки, те уже несколько веков пропитывали свою одежду, а также растения нужные для производства крыш домов именно каучуком – характеристики водонепроницаемости намного увеличивались.
Так что появлению резины мы косвенно обязаны – индейцам Амазонки! Посмотрите короткий ролик.
Производство резины
Ну вот мы и подошли до самого интересного до производства самой резины, и это не обязательно колеса автомобиля, резина сейчас применяется везде, даже в резинках для волос.
После того как соберут сок каучука, он еще очень далек от производства резины. Изначально из него производят латекс, это промежуточное звено. Однако чистый латекс сейчас применяется везде, начиная от медицины, заканчивая промышленностью.
Сок наливают в большие чаны и перемешивают в больших чанах с кислотой, обычно в течение 10 часов. После чего он затвердевает. Это уже и есть латекс.
После его пропускают через специальные валы, таким образом, убирая лишнюю влагу. Получается длинная и достаточно широкая лента.
Эту ленту запускают под специальные ножи и измельчают ее. Если посмотреть на этот состав, то это похоже на пережаренный омлет.
![]()
Эту воздушную массу, обжигаю в больших печах под воздействием достаточно высоких температур – 13 минут. Теперь он получается эластичным и похожим на бисквит, его прессуют блоками и отправляют на производство.
![]()
Конечно в сетях вы не найдете точной формулы производство резины и тем более шин, все это держится в строгом секрете. Однако суть процесса не изменилась за последние 100 лет и всем давно известна.
Чтобы сделать резину, нужно взять эти брикеты латекса и подвергнуть их вулканизации. Также добавляется в этот состав сера и другие «скрытые» ингредиенты. Все это добавляют в специальный котел, нагревают, перемешивают и после таких манипуляций уже и появляется резина.
Как только она разогрета до 120 градусов, ее раскатывают специальными валами, до тонких полос. Там же она и охлаждается.
![]()
После эти полоски резины идут на производство колес, читайте статью.
Современная резина для шин
В современном мире шины для колес, делаются в основном из резины. Но она может быть не только натуральной, но и синтетической. Да сейчас научились производить синтетические каучуки. Каучук имеет в составе самую большую долю, обычно это – 40-50% от общей массы.
Далее в резину добавляют сажу (или технический углерод). В массовой доле колеса его примерно 25-30% от общей массы. Его добавляют для большей прочности конструкции, а также для выдерживания высоких температур. Сажа как бы скрепляет молекулы каучука делая их намного прочнее, они легко выдерживают трение и температуры при экстренных торможениях. Без этого углерода (сажи) шины ходили бы раз в 10-15 меньше.
Следующая добавка – это кремниевая кислота. Некоторые производители заменяют ей углерод, так как она дешевле и обладает высокими свойствами для сцепления молекул. Однако другие от нее напрочь отказываются, констатируя что она дает недостаточную износостойкость! Однако если все же проанализировать состав многих ведущих компаний, то она присутствует в составе, она улучшает сцепление на мокрой дороге. Информация разнится, сколько ее добавляют, но если вывести среднюю составляющую примерно 10%.
![]()
Еще одни добавки это смолы или масла. Их больше в зимней резине и меньше в летней, они придают «смягчающую роль» резине, не дают ей быть такой «дубовой». Особенно это важно для зимних вариантов. Добавление около 10-15%.
![]()
НУ и последнее и очень важное это специфические секретные составы производителя, их также около 10%, но они могут очень сильно изменить параметры готовой шины. Держатся они понятно в строгом секрете.
![]()
Справедливости ради стоит отметить что есть еще и металлически-нитевидный каркас, но я его здесь не буду упоминать, все же это немного другая история.
Именно так делают резину (шины) для колес наших автомобилей. Синтетические каучуки хоть и применяются, но они пока не могут потягаться с природными, так что глобальные изменения в строении шин еще долго не предвидятся.
Сейчас полный ролик, в нем найдете ответ – что лучше синтетический или природный материал.
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
artemspec › Блог › Как в России делают автомобильные шины

Если меня спросят, что я люблю больше всего, отвечу – производство! Нет ничего в большей степени олицетворяющего величие человеческих достижений, чем производственный процесс. Превращение полезных ископаемых в орудия производства. Переработка вторичного продукта в первичный. Именно это и есть демонстрация реальных достижений человеческой расы – а совсем не круглые столы по проблематике или стартаперские смузи в коворкинге. Сегодня я расскажу вам о том, как производят автомобильные шины на заводе финской компании Nokian Tyres на предприятии в городе Всеволожск под Питером.
Промышленная зона Всеволожска – объединение большого количества предприятий с определенными налоговыми льготами. Химзаводы, сборочные производства различных авто-брендов… На фоне одинаковых корпусов, черно-серо-зеленый завод Nokian выглядит как увешанная светящимися гирляндами новогодняя елка, внезапно встреченная в таежной глуши.

Первое, что встречает меня после проходной – шикарная просторная столовая, которой позавидует любой московский бизнес-центр. Плотный обед – салат с курицей, щи с мясом, макароны с котлетой, компот и чай – обходится мне… в 77 рублей. Это не единственная льгота, которую получают работники – компания построила две очереди собственного жилого комплекса по шведскому проекту. За квартирами в нем, предоставляемыми на льготных условиях, стояла настоящая очередь. Сегодня в Hakkapeliitta Village живет 340 семей сотрудников компании, а на территории работает 2 собственных детских сада.
Для начала скажу самое важное. Российский завод Nokian — в два раза больше по площади и в разы производительнее финского. При соблюдении единых стандартов качества, производство в городке Нокиа способно выпускать не более шести миллионов шин в год, а мощность завода во Всеволожске – 15.5 млн шин в год, и скоро достигнет 17 млн шин. Производство работает круглосуточно в четыре смены, в нем задействовано 1150 сотрудников, дважды в год проходящих переаттестацию.
Первый этап производства шины – «миксинг». На двух этажах производственного корпуса располагается 12 линий по производству резиновых смесей. На восьми линиях из первичного сырья изготавливают базовую смесь, на четырех – финальную.
Базовую смесь производят из натурального каучука, поставляемого из юго-восточной азии, синтетического каучука (его на обе производственные площадки Nokian Tyres поставляют преимущественно российские заводы), сажи, силики, а также различных добавок – активаторов, ингибиторов, пластификаторов, адгезивных веществ.

Необходимость использования синтетического каучука обусловлена неидеальностью характеристик каучука натурального. Которому, к тому же, требуются особые условия хранения – на завод он поступает в замороженном виде, после чего отогревается в специальной… сауне.

Сырье загружается в специальные машины – экструдеры, согласно заданной рецептуре для конкретного типа смеси (всего их более 30 видов, для различных компонентов и моделей шин).

На выходе – так называемая базовая смесь. Она поступает в экструдеры уже в виде широких лент, в нее добавляются дополнительные химические вещества, после чего на выходе получается в виде черной ленты финальная смесь, пригодная для изготовления компонентов шины. Сертифицированное по стандарту качества ISO 14001 производство не относится к вредным, поэтому не оказывает негативного воздействия на здоровье сотрудников.
Примечательно, что транспортировку смесей по заводу осуществляют… роботы! Автоматические погрузчики умеют находить нужные стеллажи самостоятельно, и автоматически останавливаются в случае обнаружения препятствия на своем пути. На полу заводских корпусов есть специальная разметка, которую нельзя пересекать пешим сотрудникам.
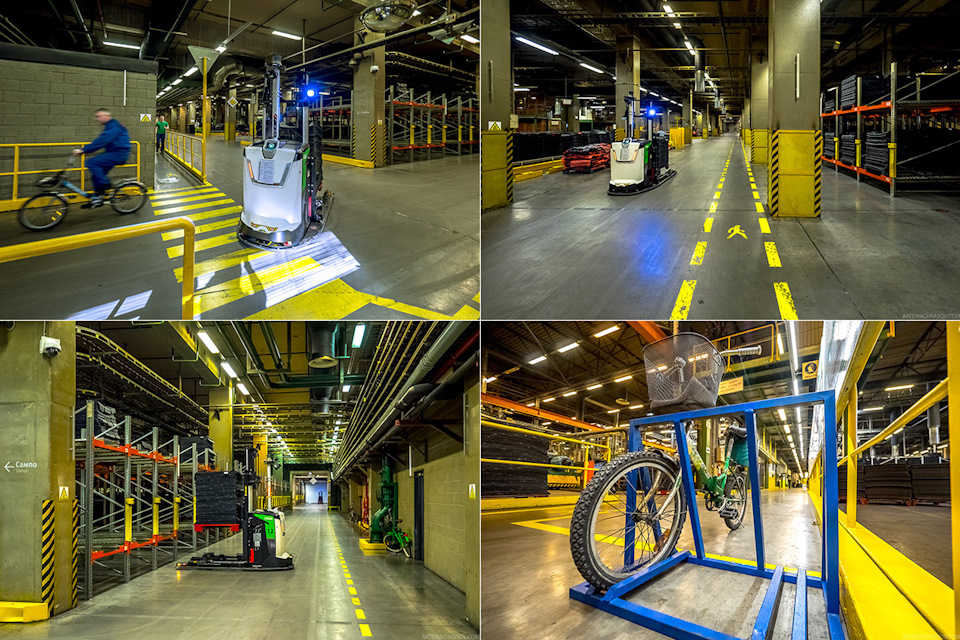
В случае незапланированной остановки, камера на роботе запишет видео, которое поможет идентифицировать виновника нарушения производственного цикла. Понятно, что ничего хорошего его не ждет – к вопросам безопасности на заводе во Всеволожске относятся со всей серьезностью.
Доказательство этого – бесплатные маффины в столовой, выдаваемые отделом охраны труда за достижение показателя «140 дней без травм». К травмам на заводе относят даже ушибы и вывихи голени у сотрудниц офиса, связанные с использованием каблуков. Согласно информации на стендах, переломов на производстве практически не бывает, а тяжелых травм не было и вовсе ни разу с момента запуска завода в 2005 году. Что примечательно, в основном статистику портят офисные сотрудники, а чаще – сотрудницы, подворачивающие ноги из-за каблуков на лестницах. Поэтому длина каблуков на предприятии строго регламентирована, а входить с ними на само производство и вовсе запрещено. Но не будем отходить от темы:)

После изготовления финальной смеси, производится лабораторный контроль каждой ленты смеси.

Проверяется ее состав, а также физические свойства (самый зрелищный тест — растяжение).
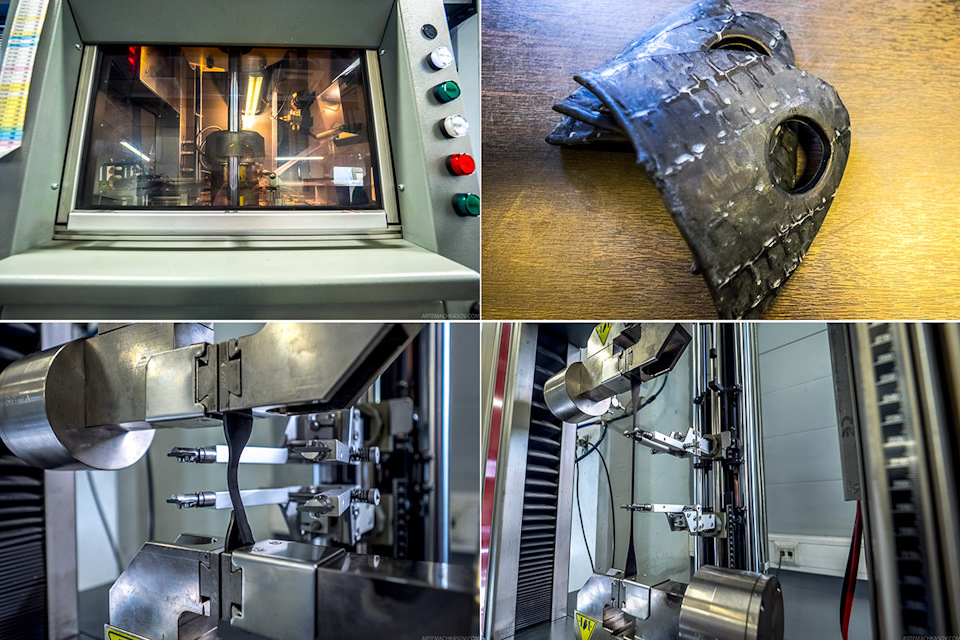
Несоответствующие стандартам качества смеси отправляются на переработку. После того, как все смеси проверены, начинается следующий этап — производство компонентов шины. Делают это на двух типах линий, длинных и коротких. Длинные линии — универсальные, на них после соответствующей перенастройки можно изготавливать различные компоненты шины, такие как протекторная лента, боковины, гермослой.

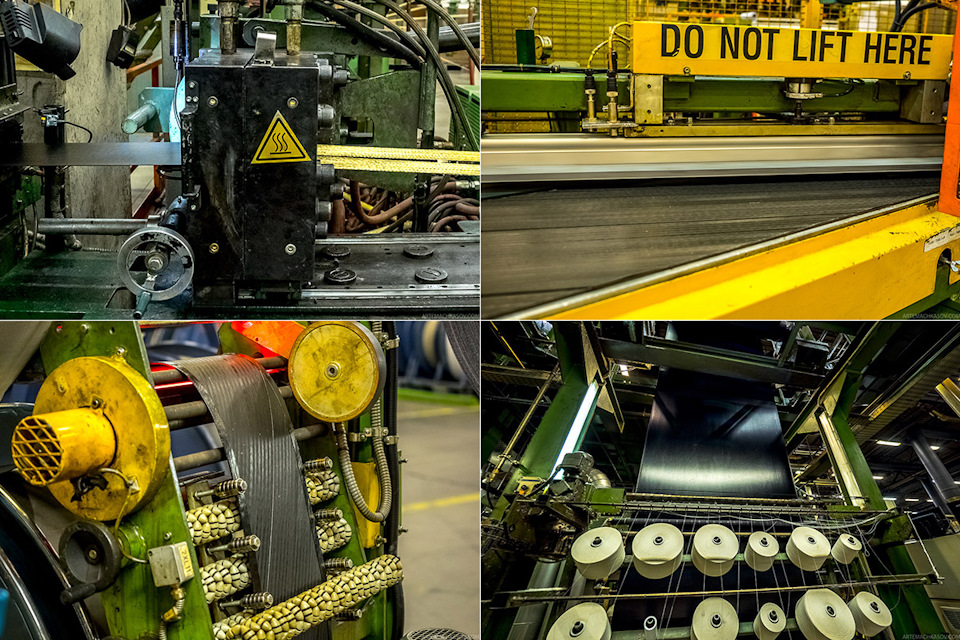
Протекторный агрегат работает следующим образом — в экструдер (миксер) подается четыре типа резиновой смеси, которые перемешиваются нужным образом, формируя будущий протектор при помощи преформера и профильных планок. Поскольку у разных шин разные и смеси, и профиль, то каждая протекторная лента соответствующим образом маркируется (цветовой полосой и цифро-буквенным кодом).
После этого к протекторной ленте добавляется подпротекторный слой. Лента охлаждается водой и наматывается на огромную катушку (длина ленты — до 90 м).
По похожему принципу на длинных линиях изготавливаются и другие компоненты – гермослой и боковины.
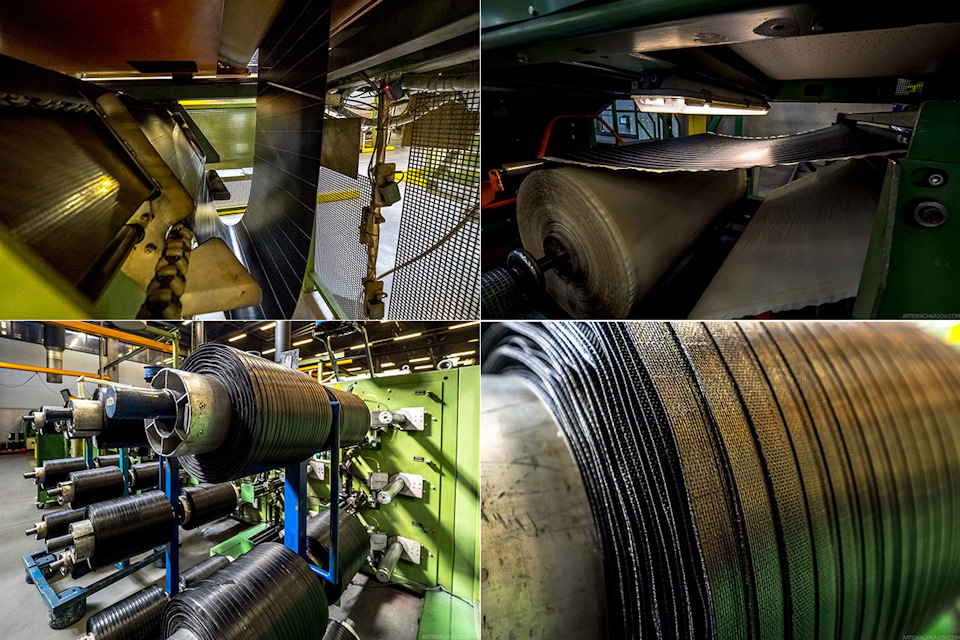
Короткие линии менее универсальны — на них делают конкретные компоненты. Бортовое крыло, стальной брекер, нейлоновый бандаж и обрезиненный текстильный корд.

Первым делом обрезиненное текстильное полотно поступает в раскроечную машину. Корд разрезается с разной шириной и под разным углом поперек нитей основы, соединяется и сматывается в катушки. Примечательно, что работают с такими агрегатами в основном женщины — тут очень важна внимательность и усидчивость.
Другое текстильное полотно поступает на другую машину — слиттер, где его режут на ленты шириной 180 мм. После этого ленты направляют в холодильник, чтобы предотвратить их слипание. Там они находятся до следующего этапа — нарезки на полосы.
Рулоны лент поступают на минислиттер, который режет их на 10-миллиметровые ленты JLB, которые впоследствии и выступают в роли нейлонового бандажа шины, отвечающего за показатель индекса скорости будущей шины.
На линии по производству бортового кольца специальная машина обрезинивает стальную проволоку, и навивает ее на барабаны (от 13 до 44 витков). Задача бортового кольца — плотно удерживать шину на ободе колесного диска
На соседней линии происходит навивка наполнительного шнура, также называемого апексом. Резиновая смесь формируется через экструдер и прикрепляется к бортовому кольцу.

На следующем станке происходит плетение металлокорда и его последующее обрезинивание. Интересно, что после этого корд режут по диагонали (под углом 25 градусов), после чего снова склеивают в единую ленту и наматывают на катушки.
После того, как все компоненты готовы, они поступают в цех сборки. На заводе работают шиносборочные машины трех различных поколений – 6 немецких машин Krupp, а также 45 голландских машин VMI — из них 20 машин последнего поколения VMI MAXX. Ключевое отличие новых машин — полностью автоматизированный процесс сборки шины, не требующий участия человека.
На первом барабане на гермослой, предварительно соединенный с боковинами, наматывается обрезиненный текстильный корд, надеваются бортовые крылья, в шину подают давление, и боковины выворачиваются наизнанку.
Одновременно на втором барабане соединяются между собой два слоя стального брекера, поверх них наматывается лента JLB (нейлоновый бандаж) и протекторный слой. Получается брекерно-протекторный пакет. С помощью автоматического трансфера он соединяется со второй частью шины. Ролики прикатывают одну часть к другой. Получается так называемая “зеленая шина”, полностью готовая к финальному этапу производства — вулканизации.
Видео сборки шины:
При помощи автоматической линии транспортировки, зеленые шины попадают в цех вулканизации. Автоматика считывает маркировку и “зеленая шина” попадает в барабан с нужной пресс-формой. Изнутри в нее вставляется так называемая диафрагма — прочный резиновый мешок, который раздувается изнутри горячим паром под высоким давлением. Снаружи на шину со всех сторон давит пресс-форма, которая наносит рисунок протектора и маркировку на боковинах. На запекание одной шины уходит от 8 до 12 минут в зависимости от модели и типоразмера.

После запекания, шина охлаждается на валиках и поступает на конвейер.
Дальнейший ее путь — не на склад, а на этап контроля. Первым делом, каждая шина попадает на участок визуального контроля. Тут работают самые опытные сотрудники завода, способные отличить летние шины от зимних по запаху, и на глаз, и на ощупь распознать свыше 130-ти возможных дефектов. Квалификация этих специалистов поддерживается специальными проверками, когда им дают шины с конкретными дефектами (с какими именно — не говорят), и просят определить брак. Если шина по той или иной причине забракована, ее направляют инженеру по качеству. После подтверждения дефекта, шину разрезают пополам (чтобы никому не пришло в голову ее использовать), и направляют на утилизацию. В день один контролер проверяет свыше 10 000 шин.

Шины без дефектов поступают на линию автоматического тестирования, где специальные машины проверяют их на соответствие необходимому весу, отсутствие конусности, биений и т.д. Для этого шина закрепляется на специальном барабане, в нее подается давление и имитируются различные условия эксплуатации. После всех тестов, на прошедшие их шины наносится маркировка, и они направляются на склад.

Шипованные шины перед тем, как попасть на склад, оказываются в цехе ошиповки. Автоматические станки по заранее заданной программе шипуют шину, самостоятельно считывая отверстия под шипы. На заводе применяется два типа станков — обычные, которые вы видите на фото и которые используются в том числе и на других заводах, и новейшие, которые компания держит в тотальном секрете и использует для ошиповки своих флагманских моделей.

На заводе во Всеволожске делают шины, экспортируемые более, чем в 40 стран мира, в том числе страны Центральной Европы, Скандинавии и Северной Америки. Гигантский склад обойти можно только за несколько часов. Тут хранится примерно полтора миллиона шин.

Ассортимент полностью сменяется менее, чем за месяц, так как завод обладает возможностью работать не «на склад», а в соответствии с текущими потребностями рынка. Производятся только те шины, которые заказаны дистрибьюторами. Делают тут и горячую новинку от Nokian Tyres — внедорожные шины Nokian RockProof. А вот гигантские индустриальные шины, предназначенные для работающей в шахтах и карьерах специальной техники производятся на финском заводе концерна.
Посещение завода Nokian Tyres вызывает настоящий восторг. Созданы рабочие места, люди держатся за эту работу (большая часть сотрудников работает уже более 7 лет и уходить никуда не планирует) Предприятие очень современное, красивое и чистое. Последнее я оценил, когда в разгаре съемки решил снять какой-то из станков по обрезиниванию с нижнего ракурса, для чего пришлось встать на колени. Про то, что на мне надеты новые джинсы, я позабыл… Каково же было мое удивление — колени оказались абсолютно чистыми…
Задавайте вопросы по производству или продукции Nokian Tyres — к ответам я привлеку сотрудников завода!
Нравится этот пост? Тогда подписывайтесь на мой блог!
Из чего и как делают автомобильные шины (видео-обзор)
Многие автовладельцы имеют общее представление о строении автомобильных шин, но о том, как делают шины, мало кто сможет рассказать. Наиболее распространено представление, что резина заливается в некую форму, из которой затем выпрессовывается готовое изделие.
На самом деле это не так, а изготовление автомобильных шин – это сложный высокотехнологичный процесс, для которого необходимо наличие сложного специализированного оборудования, тщательного автоматизированного контроля и участие специалистов высокой квалификации. 
- Немного истории
- Процесс производства шин
- Из чего делают
- Как делают каркас
- Как делают протектор
- Боковая часть
- Сборка
- Вулканизация
Немного истории
Первая резиновая шина была создана в далеком 1846 году Робертом Вильямом Томсоном. На тот момент его изобретением никто не заинтересовался, и повторно к идее пневматической шины вернулись лишь через 40 лет, когда в 1887 году шотландец Джон Данлоп придумал сделать из поливального шланга обручи, надеть их на колеса велосипеда своего сына и накачать их воздухом.
Спустя три года Чарльз Кингстон Уэлтч предложил разделить камеру и покрышку, вставить в края покрышки кольца из проволоки и посадить их на обод, который затем получил углубление к центру. В то же время были предложены рациональные способы монтажа и демонтажа шин, что позволило применять резиновые покрышки на автомобилях.
Процесс производства шин
Из чего делают
Основной материал, который применяется при производстве шин, резина, изготовленная на основе натурального или искусственного каучука. В зависимости от того, в каких пропорциях и какой каучук добавляется, в конечном итоге получаются летние или зимние автомобильные покрышки. 
Так, в резиновую смесь для летних шин добавляется преимущественно искусственный каучук, поэтому резина получается более жесткой, устойчивой к износу, она не «плывет» при высокой температуре и обеспечивает надежное сцепление с дорожным полотном. Чтобы изготовить зимние покрышки, добавляют натуральный каучук, который делает резину более мягкой и эластичной. Благодаря этому зимние шины не «дубеют» даже при очень сильных морозах.
- Помимо каучука в резиновую смесь добавляют множество других компонентов, таких как пластификаторы, наполнители, сажа, вулканизирующие добавки.
- Шина состоит из нескольких элементов, объединенных в одно целое: каркаса или корда, слоев брекера, протектора, борта и боковой части.
Как делают каркас
Корд будущей покрышки делают из металлических, текстильных или полимерных нитей на специальном станке – «шпулярнике». От множества катушек проволока нити сходятся в одном месте. В общих чертах конструкция напоминает ткацкий станок. Далее сплетенный корд попадает в экструдер, где происходит его обрезинивание.
Готовый каркас впоследствии раскраивается на полосы разной ширины, для производства шин разной размерности. И сматывается в катушки для хранения и транспортировки. Поскольку невулканизированная резина очень липкая, во избежание порчи каркаса между слоями вставляются прокладки.
Как делают протектор
 Следующий этап производства – создание протектора. Лента обрезиненного корда заправляется в станок, который методом экструзии превращает ее в протектор. Чтобы работники могли визуально быстро определить размерность будущей покрышки, на протектор краской делают цветные линии.
Следующий этап производства – создание протектора. Лента обрезиненного корда заправляется в станок, который методом экструзии превращает ее в протектор. Чтобы работники могли визуально быстро определить размерность будущей покрышки, на протектор краской делают цветные линии.
Боковая часть
Борт покрышки состоит из бортового кольца и слоя вязкой воздухонепроницаемой резины. Производство бортов шин начинается с того, что металлическая проволока обрезинивается, после чего закручивается под требуемый радиус колесного диска и нарезается кругами. После этого на станке осуществляется сборка. Подробнее этот процесс можно посмотреть на видео.
» alt=»»>
Сборка
Предпоследний этап – сборка готовой покрышки. Осуществляется она на станке, на который поступают все готовые элементы. Обслуживают станок два работника: сборщик и перезарядчик.
Первый навешивает бортовые кольца, а второй вставляет катушки с компонентами. После этого станок все делает автоматически: соединяет части воедино и раздувает заготовку воздухом под протектор с брекером. Почти готовую шину взвешивают и осматривают на предмет наличия дефектов. Этот процесс также можно посмотреть на видео.
» alt=»»>
Вулканизация
Последний этап производства – вулканизация. Шина обрабатывается горячим паром под давлением 15 бар и при температуре порядка 200 градусов по Цельсию. В результате каучук, сажа и всевозможные присадки спекаются, а на поверхности покрышки при помощи пресс-форм наносится рисунок протектора и надписи. Готовые шины проверяются на соответствие всем требуемым характеристикам.
Процесс производства автомобильных шин: просто о сложном

Изготовление шин для автомобилей представляет собой многоступенчатый процесс, который реализуется в заводских условиях: анализ рынка, разработка цифровой модели и прототипа, подготовка резиновой смеси, сборка, вулканизация и контроль качества. Все этапы по порядку описаны в статье.
Функция этого товара – обеспечение сцепления с дорожным полотном, уменьшение колебаний за счет неровностей, обеспечение комфорта и безопасности передвижения.
Автомобильные шины – обязательный элемент любого колесного транспорта. От качества и вида этого продукта зависит комфортность и безопасность перемещения. В случае утери свойств шины потребуется немедленная ее замена, так как весь автомобиль или грузовик будут непригодны для дальнейшего использования.
Этапы производства от идеи до конечного продукта
Общая технология производства автомобильных шин одинакова на всех предприятиях. Для создания автошины нужно пройти ряд обязательных этапов:
- разработка модели;
- тестирование прототипа;
- подготовка резиновой смеси;
- подбор компонентов шины;
- сборочное производство;
- вулканизация;
- контроль качества.
Каждый из представленных шагов необходим для создания конкурентоспособной продукции, которая будет иметь спрос на рынке. Такой производственный цикл организован на крупнейших предприятиях известных брендов и компаний, как в России, так и за рубежом.
Оборудование для производства шин
С технологической точки зрения производство покрышек – достаточно капиталоемкое вложение. Оно рентабельно, если выпускать от 100 тыс. штук в год с налаженными каналами сбыта.
В комплекс оборудования для производства входят:
- формователи шин;
- холодильные установки;
- протекторная линия;
- обрезатель стального корда;
- намоточная машина;
- линия экструзии;
- крыльевой станок;
- обработчик текстильного корда;
- пресс соединения;
- резиносмеситель;
- экструдер;
- вулканизатор.
Окончательный перечень и количество станков выбираются в соответствии с мощностью и характером производимой продукции.
На заметку. По данным аналитической фирмы ООО «ПКР», существует следующее географическое разделение по объемам производства отечественных шин: 35% производится в ПФО, 28% – в СЗФО, 22% – в ЦФО и 12% – в СФО.
Создание модели
Чтобы автомобильные шины не вызывали недовольства у водителей, при производстве должны быть учтены условия их использования: погода, характер вождения, климат, дорожное покрытие, качество дорог.
Обязательно разрабатывают цифровую модель автошин. Поскольку они работают под действием нагрузок постоянного и переменного характера, важно математически просчитать долговечность отдельных компонентов.
В зависимости от результатов цифровых испытаний подбираются конструкция, состав резиновой смеси, дозировка компонентов и пр. На этой стадии работают технологи и промышленные дизайнеры.

Схема устройства автомобильной шины
Виды шин
В зависимости от размера и типа транспорта выделяют легковые и грузовые покрышки. Принцип изготовления обоих видов аналогичен.
По времени года, которое рекомендуется для использования:
- летние (для температур от +5 градусов);
- зимние (для температур ниже +5 градусов);
- всесезонные.
Отличия есть и в рисунке протектора, который позволяет выделить:
- шоссейные, или автодорожные;
- грязевые, или внедорожные;
- универсальные.
По типу усиления сцепления с дорогой (особенно зимой):
- европейские – для мягких зим с минимальным количеством снега и льда;
- скандинавские, или липучки – усиливают сцепление за счет специального протектора;
- с шипами – оснащенные металлическими элементами для улучшения торможения в условиях снега и льда.
Кроме того, выделяют беспрокольные варианты, выполненные из более жесткой резины.
По направлению протектора также есть разделение на:
- симметричный ненаправленный рисунок;
- симметрично направленный рисунок;
- ассиметричный ненаправленный рисунок;
- ассиметричный направленный рисунок (самые дорогие варианты).
Тестирование прототипа

После компьютерного моделирования проводятся натурные испытания. В рамках таких тестов разработки компании проходят апробацию в реальных условиях на специальных стендах или конкретных видах транспорта.
При достижении эксплуатационных показателей модель шины уходит в серийное производство.
Подготовка резиновой смеси

Более 80% шины состоит из смеси резиновых компонентов, наполнителей и специальных присадок. Точный состав хранится в строжайшей тайне и является конкурентным преимуществом каждого конкретного производителя.
Рецепты насчитывают до 20 составляющих в строгих пропорциях. Баланс компонентов обеспечивает уникальный набор свойств готовой продукции.
На этой стадии полученная масса тщательно перемешивается и нагревается до 120 градусов.
Необходимое сырье
Можно выделить ряд основных компонентов, которые используются на этапе смешения для производства автопокрышек:
- Каучук – материал природного или промышленного производства (синтетический), составляющий основу будущего изделия (40-50% от всего объема).
- Технический углерод, или по-другому сажа, нужен для придания прочностных характеристик. Благодаря этому компоненту шины становятся черными (25-30%).
- Силикат, или диоксид кремния (около 10%).
- Сера – элемент, который нужен для сцепления молекул полимера во время вулканизации.
- Специальные добавки, вулканизирующие агенты и модификаторы для достижения заданных свойств.
- Масла – для придания однородности смеси (10-15%).
Подбор компонентов шины

Конструкция автомобильной покрышки напоминает пирог, слои которого последовательно накладываются друг на друга. Помимо резиновой смеси покрышка состоит из:
- стального брекера;
- текстильного корда, который также проходит процесс обрезинивания;
- стальных бортовых колец.
В общей сложности могут применяться до 30 элементов, позволяющих усилить готовую конструкцию.

На этой стадии нужно подготовить резиновые заготовки, нарезанные по требованиям геометрии конструкции. Эти элементы изготавливают в цеху перемешивания в специальных низкотемпературных печах.
Отдельно изготавливается протектор из более прочной резины с нанесением нужного рисунка. Для этого используются экструдеры, которые формируют ленту, и оборудование для нарезки протектора под углом.
Сборочное производство

Сборка автомобильных шин происходит на специальных вращающихся барабанах, которые еще называют сборочным станком. Центральная часть этого оборудования увеличивается для того, чтобы придать покрышке нужную форму. Отдельно собираются каркас шины (которому придается форма профиля шины) и брекерный пакет (многослойная кордовая конструкция).

Соединяя обе эти части, получают «сырую шину».
Вулканизация
Процесс проходит в специальных аппаратах – пресс-вулканизаторах. Они нужны для реализации химической реакции, в ходе которой каучук за счет содержащейся в резиновой смеси серы переходит из пластического в эластичное состояние.

Технологический процесс проводится при высоких температурах (порядка 170 градусов) и давлении (20 бар) с участием воды и водяного пара. «Сырая шина» распирается с внутренней стороны и прижимается к пресс-форме специальной диафрагмой. После окончания вулканизации автопокрышка приобретает конечные геометрические и эксплуатационные параметры. В среднем на одну заготовку нужна обработка в течение 10-15 минут для легковых и 60-70 минут для грузовых аналогов.

Контроль качества
Заключительный этап на производстве – контроль заявленных параметров на оборудованных стендах и визуальный контроль. По партии выборочно проверяются параметры: форма, неоднородность и радиальное биение в разных плоскостях.
После тестирования и маркировки (типоразмер, индекс скорости, нагрузки) покрышка отправляется на склад готовой продукции и дистрибуцию. Отбракованные шины отправляют на ремонт или переработку.
Обязательная маркировка шин
С 2020 года автомобильные шины вошли в перечень товаров, которые подлежат обязательной маркировке. Эта мера принята для того, чтобы снизить количество контрафактной продукции на рынке.
Технология маркировки – RFID-метки, которые работают бесконтактным способом. Ее наличие подтверждает качество товара и надежность поставщика. За счет того, что каждая метка уникальна, будет возможным проследить информацию о передвижении товара на всем жизненном цикле: от производства до утилизации.
На заметку. Согласно исследованию компании TEBIZ GROUP, лидером импортных поставок в 2018 году стали покрышки из Китая (более 46% от всего объема импорта).

Российские производители и бренды автошин
В России создано несколько производственных площадок, которые выпускают автопокрышки. Отечественные заводы выпускают продукцию, которая соответствует международным требованиям к качеству и поставляется как на внутренний, так и зарубежные рынки.