Каким металлом варить днище автомобиля?
Сообщества › Кузовной Ремонт › Блог › Новичку: как выбрать листовой материал ?

Добрый день. Я новичок и хочу спросить знающих людей — как правильно выбрать листовой материал на заплатки для кузова ?
Метки: заплатки, сварка
Комментарии 42

старую кузовню на заплатки само то пользовать.
она норм прогрунтована и грунт там заводской эпоксидный или катафорезный. (ну это касаемо япавто 80х-90х)
в плане коррозионной стойкости лучше чем новый металл с металлобазы который из вторсырья гонят


бери от холодильников )))))

бери холоднокатаный и такой же толщины как и машина. я свою варил 1,2мм хк — она вся из него сделана

хорошо использовать лист 1мм хк.больше смысла нет. изредка нужен лист 2мм. довольно часто есть смысл вместо одного листа 2мм использовать 1мм+1мм, которые держатся на точках, для этого в одном листе делаются отверстия и через них сваривается, предварительно покрыв грунтом.можно еще между листами смазать смазкой типа пуш. сала или аналогов, правда стреляет и дымит но внутри жирный слой остается почти везде
хорошо использовать для латок.особенно силовых и внутренних частей. нержавеющую сталь, она очень хорошо и мягко варится с черной сталью обычным полуавтоматом +со2
можно использовать оцинковку, но я не пробовал
также хорошо использовать железо старых авто.оно сразу окрашено .имеет состав. который не сразу гниет .старые мерседес, бмв для этого хорошо подходят, например битый капот со свалки
посмотрел на эффект холодного цинкования — впечатлился. на ютубе можете найти видео, где снимают детали через год эксплуатации. это вместо пушсала и тп
любой цинк вокруг сварки сгорит. что мешает начаться коррозии?а вот пушсало между листами сильно помешает.оно стоит копейки(я использую немного другие но подобные материалы) а эффект дает потрясающий
думал об этом. .можно зачистить до блеска металл на шве и снова покрыть холодным цинком
внутри зачистить невозможно

По толщине металла кузова, этож элементарно.

купил сварку, друг припер с работы два листа горяч металла 0.6 и 1.0 мм
Варить советуют преимущественно встык, если не лонжерон конечно… Кароч проволока 0.8 заплатка 0.6, сплошные прожоги, на любых настройках полуавтомата.
плюнул, купил проволоку 0.6 и взял лист 1.0мм металла. Прекрасно варит, бывают прожоги но редко, без особого труда вваривал заплатку толщиной 1мм в вырез крыла толщиной 0.8 мм с зазорами 1-2 мм по периметру (проебался при вырезании заплатки, новую было лень делать и хотел посмотреть смогу ли сварить с таким бешеным зазором) Единственно что, для прихвата по углам и периметру подкладывал медные пластинки с обратной стороны, а после без них обваривал все, начинаеш сварку на предыдущей точке и плавно перетягиваеш ее на новое место, сложно обьяснить, все это за секунду…

ГК металлопрокат (в России) сейчас от 1,5 мм… 0,6 и 1 мм — это ХК прокат.
да ну! ХК можно взять какой угодно! хоть 0,8, хоть 2мм
sboomer, те не понял, что я написал… объясняю:
ХК — да…от жести, до 4 мм (но в доступе как правило не более 3 мм — это со старого стана ММК).
Я говорил именно про то, что ГК идет ТОЛЬКО от 1,5 мм (сейчас в России)…если нужно ТОНЬШЕ, то это уже ХК…
ГК металлопрокат (в России) сейчас от 1,5 мм… 0,6 и 1 мм — это ХК прокат.
если разбираешся то думаю ты прав, я по памяти мог ошибаться
купил сварку, друг припер с работы два листа горяч металла 0.6 и 1.0 мм
Варить советуют преимущественно встык, если не лонжерон конечно… Кароч проволока 0.8 заплатка 0.6, сплошные прожоги, на любых настройках полуавтомата.
плюнул, купил проволоку 0.6 и взял лист 1.0мм металла. Прекрасно варит, бывают прожоги но редко, без особого труда вваривал заплатку толщиной 1мм в вырез крыла толщиной 0.8 мм с зазорами 1-2 мм по периметру (проебался при вырезании заплатки, новую было лень делать и хотел посмотреть смогу ли сварить с таким бешеным зазором) Единственно что, для прихвата по углам и периметру подкладывал медные пластинки с обратной стороны, а после без них обваривал все, начинаеш сварку на предыдущей точке и плавно перетягиваеш ее на новое место, сложно обьяснить, все это за секунду…
На автоваз поставляет ММК, НЛМК.
Желательно взять сталь типа 08Ю. Можно 001ЮТ
Какое оборудование лучше всего подходит для сварочных кузовных работ?

Повреждение кузова может быть вызвано обширным распространением коррозии либо может являться следствием сильного ДТП. В таком случае существует два способа ремонта автомобиля: замена кузова и переварка его поврежденных элементов. Второй вариант требует применения специального оборудования. В приведенной статье рассмотрены инструменты, которыми можно варить кузов автомобиля, и технологии осуществления данных работ.
Выбор оборудования
Профессионалы считают, что для сварки кузова автомобиля лучше всего подходит углекислотный полуавтомат, осуществляющий сварку проволокой. Также для рассматриваемых работ можно применять инвертор.
Не рекомендуется использовать сварочный аппарат на электроде. Это объяснимо:
- данный инструмент не способен создать качественный шов при работе с автомобильным металлом;
- из-за больших размеров оборудования к некоторым труднодоступным местам будет сложно проникнуть в процессе работы;
- высока вероятность прожигания металла кузова насквозь при использовании сварочного аппарата переменного тока.
Поэтому сварочные инструменты на электроде не подходят для кузовного ремонта. Можно использовать их лишь для простейших работ, например, возможно заварить таким инструментом лопнувшую раму.
Что касается инвертора и углекислотного полуавтомата, то каждый из данных вариантов характеризуется специфическими особенностями при использовании для сварки кузова автомобиля. Однако в любом случае, чтобы правильно варить кузов, необходимо иметь соответствующие навыки и соблюдать технику безопасности. К тому же важно правильно организовать рабочее место, заранее приобретя и расположив все необходимое для работ оборудование и организовав достаточное освещение. Нужно учитывать, что варить кузов автомобиля в одиночку затруднительно, поэтому лучше найти помощника.

Углекислотный полуавтомат
Его считают наиболее доступным и универсальным сварочным инструментом. Таким оборудованием можно варить металл толщиной от 0,8 до 6 мм. Углекислотный полуавтомат подходит для выполнения таких работ:
- переварка порогов и лонжеронов;
- заплатка дыр;
- выправление вмятин.
Данный инструмент чаще всего используют, чтобы варить кузова автомобилей с низкой долговечностью, например, модели ВАЗ.
Принцип функционирования углекислотного полуавтомата состоит в подаче под давлением в зону сварки двуокиси углерода. При этом происходит вытеснение воздушной смеси, поэтому процесс сварки осуществляется в углекислотной среде, что обеспечивает защиту металла от окисления. В процессе сварки металл плавится, прочно скрепляя детали.
Одно из достоинств углекислотного полуавтомата состоит в том, что данным инструментом можно варить все виды металлов, в частности цветные, такие как нержавеющая сталь и алюминий, только для этого потребуется заменить двуокись углерода на аргон.
Для обеспечения прочности швов кузова нужно варить правильно, нанося стежки длиной 2 см с интервалом в 5 см. Недостатком рассматриваемого инструмента считают стационарность, обусловленную большой его массой и размерами, однако это не столь важно при кузовном ремонте, который обычно производят в автосервисе или гараже.
Инвертор
Его применяют обычно с целью ускорения выполнения сварочных работ, данный прибор использует в работе токи высокой частоты (до 2000 Гц). К его достоинствам относят компактные размеры, высокую скорость выполнения сварки, возможность работы при пониженном напряжении тока в сети и простоту использования, позволяющую варить кузов автомобиля даже начинающим сварщикам.
В качестве недостатков инвертора отмечают высокую стоимость, чувствительность к пыли, невозможность варить металл толщиной более 3 мм.
Сварка своими руками
Варить кузов самостоятельно возможно при наличии начальных навыков, особенно с использованием инвертора, что позволит сократить затраты на оплату квалифицированного труда. Однако придется добыть где-то соответствующее оборудование.
Наилучший вариант ремонта при повреждении кузова состоит в его замене. Но это дорого стоит, поэтому сварку применяют для восстановления недорогих автомобилей, отличающихся невысокой устойчивостью к коррозии, следовательно, распространенность рассматриваемого способа ремонта велика. Далее рассмотрена сварка углекислотным полуавтоматом.

Предварительные действия
Перед началом работ необходимо подготовить подлежащие сварке участки кузова автомобиля. Подготовка состоит в полной очистке металла от краски, ржавчины и загрязнений.
Затем переходят к подготовке сварочного оборудования к работе.
- Прежде всего, проверяют сеть на нагрузочную способность.
- Далее сварочный аппарат заряжают проволокой. Для этого нужно снять газовое сопло сварочной горелки, отвинтить ключом ее медный наконечник, отвести прижимной ролик с проволокой и установить полярность. Данный параметр определяется типом применяемой проволоки. В случае использования флюсовой проволоки на зажиме устанавливают плюс, на горелке — минус, а для обычной проволоки — наоборот.
- После этого конец проволоки заводят на 10 — 20 см в подающий канал и подводят прижимной ролик, удерживающий ее от осыпания. При этом проволока должна попасть в ложбинку ведущего ролика.
По завершении описанных операций устройство подключают к сети и нажимают клавишу на его ручке, после чего происходит подача газа, затем сварочной проволоки и тока. При этом нужно надеть на проволоку и закрутить требуемый медный наконечник и установить газовое сопло.
Рекомендации по сварке
При кузовных работах обычно варят все части, кроме передней, так как в процессе эксплуатации на нее приходятся минимальные нагрузки. У автомобилей, не соответствующих данному правилу, требуется переварка, прежде всего, мест крепления передних «лап» к поперечной балке. В любом случае необходимо заварить швы поддона, стойки и заднюю часть кузова автомобиля. Крылья и капот обычно не обрабатывают. Нужно отметить, что кузов имеет некоторые слабые места, особо подверженные разрушению коррозией, поэтому чаще всего заваривают эти участки.

Днище можно проварить с двух сторон, однако при работах необходимо соблюдать температурный режим. Это позволит сохранить структуру швов и нейтрализует вредное воздействие сварочного аппарата на материал.
В качестве заплат для днища обычно используют листы металла толщиной 1,5-2 мм. Более тонкий металл ненадежен, а более толстый сложен в обработке.
Резать материал необходимо с соблюдением оптимальных режимов во избежание ухудшения его свойств. Днище лучше варить не одному, так как лист металла нужно расположить равномерно, что сложно осуществить в одиночку. По завершении работ края вваренного листа металла обтачивают и обрабатывают грунтом или эпоксидной смолой с целью обеспечения герметичности. После того, как переварка завершена, необходимо обработать швы грунтовкой. При этом особое внимание уделяют швам стоек, поддона и задней части кузова.
Углекислотным полуавтоматом можно заварить не только кузов, а также двигатель и глушитель автомобиля. При работе с двигателем необходимо использовать аргон. Это позволяет варить такие металлы, как чугун, нержавеющая и обыкновенна сталь, алюминий, из которых состоит большинство деталей двигателя. Переварка глушителя осуществляется подобно сварке днища, то есть путем накладывания металлической заплатки.
Переварка днища автомобиля в Москве в техцентре LFA от 10000 рублей



Полуавтоматическая сварка днища авто
Считаю этот метод самым лучшим, поскольку работа дается легче и выполняется быстрее. Для сварки днища машины полуавтоматом рекомендую такие модели:.
- ПТК МАСТЕР MIG 180 F15 — простой и надежный бюджетный полуавтомат для гаража. Если хотите варить машину сами — отличный выбор.
- Сварог REAL MIG 200 (N24002N) — тоже простой аппарат, но уже на 200 А (может пригодиться для сварки более толстого металла, например ворот, петель калитки).
- AuroraPRO OVERMAN 200 — еще один бюджетник для ремонта сваркой днища, но он способен работать при просадках входящего напряжения до 140 В. Актуально, если в вашем гараже такие проблемы с электричеством.
- Fubag INMIG 200 SYN Plus — полупрофессиональная машина, в сторону которой нужно смотреть уже мастерам автосервисов и народным умельцам. Тонкие настройки обеспечат комфорт при работе с металлом днища.
- KEMPPI MinarcMIG EVO 170 — надежный и долговечный полуавтомат с графическим дисплеем. При силе тока 100 А можно варить беспрерывно, что важно для продолжительной работы в автосервисе/СТО.
-
Рекомендую, чтобы сварочная проволока для ремонта днища авто была омедненная. Тогда шов будет лучше сопротивляться постоянным вибрациям, присутствующим на кузове. Купите, например, проволоку ESAB OK Autrod 12.51 диаметром 0.8 мм.
Принцип работы и теория электросварки полуавтоматом
Сварка инверторным полуавтоматом с использованием углекислоты сегодня самый распространенный тип при самостоятельном ремонте днища. Использовать газосварку достаточно проблематично, поскольку тяжело сделать качественный шов.
Углекислотный полуавтомат позволяет варить металл толщиной от 0,8 до 6 мм, имеет компактные размеры, удобен при проваривании сложных участков. В автомате используется двуокись углерода, она под давлением попадает в очаг сварки и вытесняет воздух, предотвращая окисление металла, который не горит, но плавится. Свариваемые участки соединяются, образуя ровный, неширокий шов.

Подготовка сварочного аппарата проходит по этапам:
- Проверить электросеть гаража на необходимое напряжение.
- Убрать с автомобиля и в радиусе 1 метр от места работы все легковоспламеняющиеся материалы, демонтировать АКБ, слить топливо.
- Завести в инвертор сварочную проволоку.
- Установить требуемую полярность, для обычной проволоки, которая идет для варки металла. Минус ставится на зажим и плюс на горелку.
- Подключить баллон с углекислотой.
- Проверить инвертор на работоспособность. Сначала идет подача газа, затем включается проволока и подается сварочный ток.
Рекомендуется использовать для сварки техническую углекислоту, химикат имеет меньше водяных паров, чем пищевой углекислый газ.
Каким швом варить днище автомобиля
Существует несколько техник, как варить дно автомобиля. Профессиональные жестянщики рекомендуют использовать шаговую сварку, варить стежками: 2 см проваренного металла, 5 см промежуток. Такой вид сварки увеличивает жесткость кузова, усиливает безопасность конструкции на разрыв. Во время вибрации при передвижении днище не деформируется, как при сварке сплошным швом, не разрывается, как при точечной сварке.
Ручная дуговая сварка днища авто
Сварка днища автомобиля электродом и инвертором происходит медленнее, чем полуавтоматом, и сам сварщик должен обладать уже определенными навыками для контроля дуги (полуавтоматом новичкам работается легче). Для профессиональной деятельности такой метод не рекомендую ввиду низкой скорости, а вот для сварки днища автомобиля своими руками вполне подойдет. Цена инверторов РДС гораздо доступнее полуавтоматов. Если подумываете о покупке сварочного аппарата, советую взглянуть на:
Советую купить электроды ESAB OK 46.00 диаметром 2-3 мм. Они подходят для сварки во всех пространственных положениях и неприхотливы к чистоте металлической поверхности. Другие сварочные аппараты, пригодные для сварки днища, можно посмотреть в соседней статье про выбор оборудования для гаража. Если всерьез подумываете об открытии СТО, рассмотрите так же модели, подходящие для сварки литых дисков.
Способы ремонта
Выбор метода восстановления порогов и днища зависит от характера полученных повреждений и может быть сведён к следующим вариантам:
- классическая сварка несъёмных частей кузова;
- рихтовка небольших вмятин на съёмных и несъёмных элементах, для проведения которой первые должны быть демонтированы с автомобиля;
- замена на новые изделия (в случае сильного повреждения или поражения ржавчиной);
- ремонт порогов своими руками без сварки с использованием нестандартных приёмов восстановления.
К нетиповым относятся варианты применения стекловолокна с эпоксидным клеем, а также метод, позволяющий вытянуть пороги посредством особых механизмов. Последний способ позволяет полностью восстановить прежнюю форму изделий любого автомобиля (включая известную марку ВАЗ).
Одна из разновидностей вытягивания порогов предполагает применение специальных вакуумных инверторов, с помощью которых любая деформация (вмятина, например) выправляется за счёт разности давлений внутри и снаружи конструкции.
Ремонт днища без помощи сварки может заключаться в регулярном осмотре рихтовки, зачистке и покраске.
Подготовка днища перед сваркой
А теперь поговорим непосредственно о самом процессе ремонта днища сваркой. Сперва поверхность нужно подготовить. В идеале днище лучше обработать пескоструем, чтобы увидеть полную картину состояния металла и легче возбуждать дугу. Если пескоструя нет, пройдитесь щеткой по металлу, убрав ржавчину.
Простучите молотком поверхность, ища звонкие, резонансные места — там железо самое тонкое.

Откровенные дыры следует повырезать болгаркой до цельного металла, иначе материал продолжить гнить даже внутри конструкции. В труднодоступных местах используйте ножницы по металлу. Приготовьте нарезанные сегменты, соответствующие форме закрываемых участков (латки). Толщина металла допустима 1-2 мм.
Как сэкономить
Единственный способ сэкономить на кузовных работах, это делать все самостоятельно. Нельзя экономить ни на материале антикоррозийной обработки, ни на металле. Если вы не являетесь опытным сварщиком и сомневаетесь в качестве ремонта, дешевле будет пригласить специалиста, чем через год переделывать лопнувшие швы.
Стоимость ремонта днища в специализированном автосервисе начинается от 22-25 000 руб. И эта цена оправдана. В стоимость входит:
- демонтаж салона;
- полная диагностика кузова;
- использование точечной и электросварки;
- обработка дна антикором;
- установка салона, подключение электрооборудования.
Водители предпочитают самостоятельный ремонт, поскольку срабатывает стереотип, что в СТО накручивают цену и выдумывают дефекты, которых нет. Чтобы избежать обмана рекомендуется самостоятельно простучать днище авто на эстакаде, если есть небольшие повреждения, которые не требуют полной переварки днища, то остановиться на самостоятельном ремонте.
Нюансы сварки днища автомобиля
Банальные вещи про отключение клеммы АКБ и пр. описывать не буду — расскажу о неочевидном. Сперва извечный вопрос, который должен породить много комментариев под темой: варить днище встык или внахлест? Есть «за» и «против» у каждого способа. Латка строго по контуру дыры в днище выглядит аккуратно, но придется наложить сплошной шов. Есть большой риск деформации и просадки металла. Он перегреется, что ухудшит его прочностные характеристики и сопротивляемость коррозии. При методе встык долго придется подгонять размер заплаток, чтобы избежать широких зазоров.
Латки внахлест выглядят менее привлекательно, но это под машиной, поэтому кто их там видит?! Зато сварка внахлест:
- возможна точечно, а значит быстрее;
- происходит без деформаций;
- два слоя металла образуют дополнительное ребро жесткости;
- материал меньше перегревается и лучше сопротивляется коррозии впоследствии;
- за счет прихваток латка лучше переносит «игру» металла кузова в движении.

Мое мнение — варить внахлест. Прикладываете металл и выполняете прихватки. Затем проваривает короткими швами по 15-20 мм с таким же интервалом. Дугу зажигайте на новом металле и переносите на стык — так будет меньше прожогов. Чтобы не было «гармошки», варите соединение не слева-направо, а начинайте с конца стыка, но каждый шов ведите слева-направо. Еще больше тонкостей по сварке кузовного металла посмотрите в нашей статье.
Завершающие этапы при работе с днищем
После сварки кузова автомобиля полуавтоматом потребуется зачистить швы болгаркой, обработать антикором, прогрунтовать. После сварки основными уязвимыми местами остаются сварочные швы, поскольку в процессе переваривания металла нарушилась его структура. Обрабатывать шов необходимо как с внешней стороны днища, так и с внутренней.

Если к металлическому кузову приваривается алюминиевая заплата, то необходимо нанести антикор в два слоя и регулярно проверять, простукивать шов. Алюминий окисляется и при соприкосновении с листовым металлом, на стальных листах образуются очаги коррозии. Мастера не рекомендуют варить алюминий к жестяному дну машины, лучше использовать монтаж на болты с предохранительной прокладкой.
Чем обработать днище снаружи после сварки
Если днище не покрыть защитным слоем, то оно сгниет за следующие пару лет. Подтверждением служит срок службы банки глушителя — она не обработана и ее хватает максимум на 3 года. А у нас еще и шов прерывистый, куда будет попадать влага. Предлагаю такой порядок действий и чем обработать днище автомобиля после сварки снаружи:
- Покрываете металл грунтовкой для кузова.
- Даете ей высохнуть.
- Обрабатываете битумными составами «Антикор битумный», «Автоантикор эпоксидный», «Мастика битумная».

Это эластичные средства, хорошо удерживающиеся на вибрирующей поверхности. Уделите особое внимание местам стыковки, чтобы заполнить щели. Внутри салона рекомендую, если имеется доступ к стыку, пройтись герметиком или задуть воском.
Этапы работы
Только на видеоуроке самостоятельная переварка днища занимает небольшой отрезок времени. На самом деле ремонтные работы занимают от 3 дней и проходят по этапам:
- демонтаж салона, внутренней облицовки;
- подготовка днища;
- сварочные работы;
- антикоррозионная обработка;
- установка салона, подключение электрики.

Демонтаж салона связан с отсоединением большинства электрокабелей, которые идут к электростеклоподъемникам, АКБ, датчикам, также выполняется снятие кресел, ковролина, шумоизоляции, демонтаж дверей, установка автомобиля на эстакаду или подъемник. Обязательно слить топливо с бака.
Некоторые водители переворачивают автомобиль на бок, если проводится частичная переварка днища, порогов.
После демонтажа навесного оборудования и панелей необходимо проверить качество металла на порогах, колесных арках. Эти элементы первыми подвергаются разрушениям от коррозии.
Сварка кузова автомобиля: как правильно сделать её своими руками
Срок службы современных автомобильных кузовов долгим не назовёшь. У отечественных машин он составляет максимум лет десять. Кузова современных иномарок живут чуть дольше — лет пятнадцать. По истечении этого срока автовладелец неизбежно начнёт замечать признаки разрушения, с которыми нужно будет что-то делать. Кроме того, кузов можно повредить и во время ДТП. Какой бы ни была причина, выход почти всегда один: варить. Если вы уверены в своих силах, можно попробовать сделать сварку кузова автомобиля своими руками.
Виды и особенности сварочных аппаратов
Выбор сварочной технологии зависит не столько от аппарата и расходных материалов, сколько от места повреждения. Разберёмся подробнее.
Сварка полуавтоматом
Подавляющее большинство автовладельцев и сотрудников автосервисов предпочитают использовать именно полуавтоматы. Главная причина их популярности — удобство. Полуавтоматом можно варить даже самые мелкие повреждения, расположенные в самых неудобных местах автомобильного кузова.
Технически эта технология почти не отличается от традиционной сварки: полуавтомату тоже требуется преобразователь тока. Разница лишь в расходных материалах. Для этого типа сварки нужны не электроды, а специальная проволока с медным покрытием, диаметр которой может варьироваться от 0.3 до 3 мм. А ещё полуавтомату для работы необходим углекислый газ.
Медь на проволоке обеспечивает надёжный электрический контакт и работает в качестве сварочного флюса. А углекислый газ, непрерывно подаваемый на сварочную дугу, не позволяет кислороду из воздуха вступать в реакцию со свариваемым металлом. У полуавтомата есть три важных достоинства:
- скорость подачи проволоки в полуавтомате можно регулировать;
- швы, выполненные полуавтоматом, аккуратные и очень тонкие;
- использовать полуавтомат можно и без углекислого газа, но в этом случае придётся использовать особую сварочную проволоку, внутри которой содержится флюс.
Есть в полуавтоматическом методе и минусы:
- найти в продаже вышеуказанные электроды с флюсом не так-то просто, да и стоят они как минимум вдвое дороже обычных;
- при использовании углекислого газа мало раздобыть сам баллон. Ещё потребуется редуктор для снижения давления, который надо будет очень точно настроить, в противном случае о качественных швах можно забыть.
Как варят инвертором
Если коротко, инвертор — это всё тот же сварочный аппарат, только частота преобразования тока в нём не 50 Гц, а 30–50 кГц. Благодаря повышенной частоте инвертор имеет несколько достоинств:
- размеры инверторного сварочного аппарата очень компактны;
- инверторы нечувствительны к пониженному напряжению сети;
- у инверторов нет никаких проблем с разжиганием сварочной дуги;
- пользоваться инвертором может даже сварщик-новичок.
Разумеется, есть и минусы:
- в процессе сварки используются толстые электроды диаметром 3–5 мм, а не проволока;
- при инверторной сварке края свариваемого металла очень сильно нагреваются, что может стать причиной термической деформации;
- шов всегда получается толще, чем при сварке полуавтоматом.
Так какой же метод выбрать?
Общая рекомендация проста: если планируется варить участок кузова, находящийся на виду, а автовладелец при этом не стеснён в средствах и имеет определённый опыт работы со сварочным аппаратом, то полуавтомат — оптимальный вариант. А если повреждения со стороны не видны (к примеру, пострадало днище) и владелец машины слабо разбирается в сварке, то лучше варить инвертором. Даже если новичок допустит ошибку, её цена не будет высока.
Подготовка и проверка оборудования
Независимо от того, какой метод сварки был выбран, необходимо провести ряд подготовительных операций.
Подготовка к сварке автомобильного кузова полуавтоматом
- перед началом работы сварщик должен убедиться в том, что направляющий канал в сварочной горелке соответствует диаметру используемой проволоки;
- диаметр проволоки обязательно следует учитывать и при выборе сварочного наконечника;
- сопло аппарата осматривается на предмет металлических брызг. Если они есть, их необходимо удалить наждачной бумагой, в противном случае сопло быстро выйдет из строя.
Что стоит сделать перед тем, как начать инверторную
- надёжность электродных креплений тщательно проверяется;
- проверяется целостность изоляции на кабелях, всех соединениях и на электродержателе;
- проверяется надёжность креплений основного сварочного кабеля.
Меры предосторожности при сварочных работах
- все сварочные работы производятся только в сухой спецодежде из негорючих материалов, в рукавицах и защитной маске. Если сварка производится в помещении с металлическим полом, обязательным является использование либо прорезиненого коврика, либо резиновых галош;
- сварочный аппарат, независимо от его типа, всегда должен быть заземлён;
- при инверторной сварке следует особое внимание уделить качеству электрододержателя: хорошие электрододержатели выдерживают до 7000 зажимов электродов без повреждения изоляции;
- независимо от типа сварочного аппарата на нём всегда должны использоваться автоматические выключатели, самостоятельно разрывающие электрическую цепь при возникновении тока холостого хода;
- помещение, в котором производится сварка, должно хорошо вентилироваться. Это позволит избежать скопления газов, выделяющихся в процессе сварки и представляющих особую опасность для системы дыхания человека.
Процесс сварки кузова автомобиля полуавтоматом
Прежде всего определимся с необходимым оборудованием.
Инструменты и материалы для работы своими руками
- Полуавтоматический сварочный аппарат BlueWeld 4.135.
- Проволока сварочная с медным покрытием, диаметр 1 мм.
- Крупная наждачная бумага.
- Редуктор для понижения давления.
- Баллон углекислого газа ёмкостью 20 л.
Последовательнось операций при полуавтоматической сварке
- перед началом сварки повреждённый участок с помощью наждачной бумаги очищается от всех загрязнений: ржавчины, грунтовки, краски, смазки;
- свариваемые участки металла плотно прижимаются друг к другу (в случае необходимости допускается использование различных зажимов, временных болтов или саморезов);
- далее следует внимательно ознакомиться с передней панелью сварочного аппарата. Там располагаются: выключатель, регулятор сварочного тока и регулятор скорости подачи проволоки;

Расположение переключателей на передней панели сварочного аппарата BlueWeld

Понижающий редуктор подключается к баллону с углекислым газом
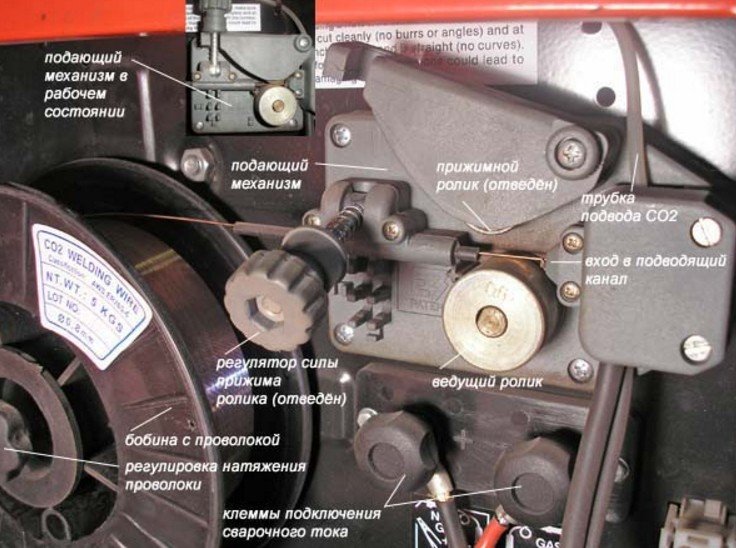
Сварочная проволока заводится в подающий механизм

Снятие сопла со сварочной горелки

Процесс сварки автомобильного кузова полуавтоматическим аппаратом

Несколько коротких предварительных швов

Края повреждённого кузова сварены окончательно
Обработка сварного шва против коррозии
По окончании сварочных работ шов следует защитить, иначе он быстро разрушится. Возможны следующие варианты:
- если шов находится не на виду и в легкодоступном месте, то он покрывается несколькими слоями автомобильного шовного герметика (подойдёт даже бюджетный однокомпонентный вариант, например Body 999 или Novol). В случае необходимости герметик разравнивается шпателем и окрашивается;
- если сварной шов пришёлся на внутреннюю труднодоступную полость, которую необходимо обработать с внутренней стороны, то используются пневматические распылители консервантов. Они состоят из пневматического компрессора, распылительного бачка для заливки консерванта (такого, как Movil например) и длинной пластиковой трубки, которая и заводится в обрабатываемую полость.
Итак, сварить повреждённый кузов можно и самостоятельно. Даже если у новичка совершенно нет опыта, расстраиваться не стоит: всегда можно сначала потренироваться на кусках металлолома. А особое внимание следует уделить не только средствам индивидуальной защиты, но и средствам противопожарной безопасности. Огнетушитель у начинающего сварщика всегда должен быть под рукой.
Docent86 › Blog › Борьба с ржавчиной. Моё мнение. Часть 3. Нюансы сварки.

Всем доброго времени суток!
А мы продолжаем бороться со ржавчиной. Мы долго выгрызали её наждачкой и ёршиками в первой части, травили преобразователем во второй и в итоге получили дырку.
Не аккуратное отверстие в нужном месте а именно дырку там где её быть не должно((
Выход один — сварка.
Я уже писал раньше про то что если металл поело более чем на половину толщины то спасти его уже не получится. Но вера умирает последней)))
Поэтому придётся варить. Варианты нетрадиционного применения жести от холодильника с заклёпками, тряпок, газет со смолой и т.п. я не хочу и не буду рассматривать и тем более применять!
Не знаю как вы, а я варить не особо умею, и сварочника у меня своего нету.
Собственно это кузовщик из того самого дружественного сервиса где я раньше работал.
Вот кстати пример его работы:
www.drive2.ru/l/1413963/
www.drive2.ru/l/1664785/
Собственно и вам советую поступить так.
Заранее договориться, заехать на осмотр, обсудить нюансы.
Кстати, можно попробовать договориться о том что вы сами всё подготовите, срежете гниль, зачистите, сделаете заготовки латок. А сварной просто обварит их с лёгкой подгонкой по месту.
Заодно присмотритесь чем он работает, как у него получается)))
Если вы не увидите у него полуавтомата, а вместо него будет автоген или он вообще варит электродами то БЕГИТЕ ОТТУДА! Он сделает только хуже!
Но даже если у него есть полуавтомат, но руки растут ниже талии и он варит вот так

В общем… сами знаете что делать)))
Большинство кузовщиков предлагают переварить не весь порог, а только нижнюю часть.
Как например тут
Не советую соглашаться, фигня получится!
Подготовка довольно важный момент! Требует немало времени, но от неё будет зависеть конечный результат.
Вырезать ржавчину лучше с запасом. Оставлять только живой металл!

А менялся вот такой кусок

Для латок по цене стакана семечек можно найти битый капот, дверь, крышу.
ИМХО железо с немцев первой половины 90-х годов идеальный вариант!
Где найти? На разборке или у тех кто продаёт свою битую машину.
По сварке не важно днище это, порог или крыло. есть 3 основных нюанса:
1) Варить только встык! Если латка приварена внахлёст то образуется полость обработать которую скорее всего не получится. Из-за этого она быстро сгниёт!
2) Шов должен быть сплошным! Если просто прихватить а потом обмазать антикором то толку от такого ремонта будет мало! Варить естественно не за один подход, давая остыть поверхности, иначе поведёт, поверхность станет волнистой!
Вот пример толкового шва

Хоть керосином проливай!
3) Сварные швы должны быть очень хорошо вычищены и правильно обработаны с ОБЕИХ сторон. Вот тут можно посмотреть что довольно скоро происходит если не обработать изнутри Сгниёт очень быстро!
Отдельная песня по порогам.
Большинство кузовщиков предлагают переварить не весь порог, а только нижнюю часть.
Как например тут
Многие вообще так латают

А многие лепят с кусков

Лично я не вижу смысла менять порог кусками. Только целиком!
Многие недоумевали почему вот тут я менял у себя порог целиком, хотя можно было обойтись двумя латками 50*200мм! Ответ простой! Пороги гниют в местах повреждения, в 99% случаев это в месте установки домкрата. Снаружи мы видим прогнившую дырочку, но когда демонтируем старый порог то увидим что усилитель порога в этом месте также ржавый или гнилой. Если забить на это дело то за года 2 он сгниёт полностью и при очередной попытке поддомкратить машину домкрат провалится внутрь. Причём произойдёт это в самый неподходящий момент, неожиданно и скорее всего будет сопутствующее попадание на бабло или здоровье… Нафиг! Нафиг!
Резать внешний короб порога и через эти технологические окна ремонтировать порог — не мой вариант! Придётся потом шпатлевать. А шпатлю на порогах и бамперах я не преемлю! Ибо сколется она довольно быстро!
Поэтому ИМХО лучше поменять внешнюю часть порога, или накладку целиком.
Да, я знаю что продаваемые на рынках накладки гораздо хуже заводских, они тоньше. Но они не являются усилителем и силовой нагрузки на них нет.
Лучше целая, грамотно приваренная и заантикоренная «Дания» чем родное гнильё под слоем шпатли, да ещё и с сопутствующими косяками!
Почему Дания? А потому что единственное нормальное ремонтное железо на нашем рынке это KLOKKERHOLM. А в ковычках потому как слабо я верю в то что это Дания)))
Можно конечно заказать порог на заводе, из металла любой толщины, но это будет прямой короб, без торцов и выштамповок под стойки и т.п. А на большинстве машин пороги очень непростой формы! Делать их самому это кроилово…
Вот кстати как выглядят эти ремонтные пороги:

Думаю суть понятна.
Демонтируем старый порог, высверливая заводские точки сварки.
Для таких целей советую купить специальное сверло для точечной сварки, или посмотреть заточить обычное сверло вот так:

Преимущество у него в том что оно позволяет срезать точку не просверлив при этом лишнего!

Я не раз демонтировал пороги с разных авто, сам, или видел как это делали другие. У всех подгулявший усилитель который требует ремонта.
Так было и в моём случае.

Согласитесь так лучше?

Швы необходимо зачищать даже там где этого и видно то не будет!


Для усилителей и поддомкратников естественно берётся более толстый металл!
Пока порог снят нужно вычистить и прокрасить всё внутри. Только не перестараться, иначе потом будет плохо варить, да и загореться эта гадость может!
Сам же ремонтный порог также нужны вычистить от транспортировочного грунта и прокрасить изнутри.
ДА! Почти все ремонтное железо идёт в чёрном грунте. Грунт этот транспортировочный, красить по нём нельзя! Его надо полностью вычистить и перекрасить нормальным.
Зачастую под этим чёрным грунтом даже ржавчина встречается!
Бывают ещё и оцинкованные, но мой кузовщик о них очень плохо отзывается. И варятся они плохо, и кривые до безобразия. Хотя производитель у них один.
Не зря говорят век живи — век учись.
Недавно я узнал об одной классной штуке.
Называется сварочный грунт.
Аннотация к нему:
Представляет собой насыщенное цинком сварочное покрытие для точечной и дуговой сварки. Позволяет восстановить заводскую защиту металлических деталей автомобиля и существенно сокращает риск возникновения коррозии в местах сварки. Детали могут быть сварены в течение 20 мин после нанесения.
• Прост в использовании.
• Подходит для любых сварочных кузовных работ.
• Наносится быстро, легко и без потеков.
• Превосходно распыляется и не течет.
• Обеспечивает минимальное разбрызгивание металла при сварке.
Если кратко то суть его в том что он не выгорает при сварке и защищает свариваемые детали.
Наносится он на место шва

Выпускает его несколько фирм. Однако из общедоступных заслуживают уважения всего две:
1) U-pol weld #2 и
2) 3M™ Weld Thru II (50410)
Стоят они недёшево, порядка 20-30 баксов, но они того стоят!
Когда я делал свою машину то не знал про него, жалею об этом)))
Зато я нашёл ему другое применение. Он термостойкий! Я грунтую им суппорта перед покраской термостойкой краской))
После переварки порогов я обрабатываю их изнутри. для того что бы это можно сделать максимально качественно я сверлю отверстия

Отверстия напротив отверстий в усилителе, это позволяет хорошенько обработать порог изнутри!