Как удлинить метчик своими руками?
Как удлинить сверло по металлу
Содержание
Как удлинить сверло по металлу
Как удлинить сверло по металлу
В некоторых ситуациях мастера сталкиваются с необходимостью удлинить сверло по металлу. Например, если инструмента нужного размера нет в наличии, работу нужно сделать максимально быстро, а в магазинах отсутствуют подходящие модели.
В этой статье мы расскажем, как это можно сделать.
Как удлинить сверло по металлу своими руками
Чтобы самостоятельно удлинить сверло по металлу, воспользуйтесь одним из трех способов.
Простая сварка
Для этого способа удлинения сверла вам понадобятся:
стальной цилиндрический стержень такого же диаметра необходимой длины;
отрезок металлического уголка;
На торце сверла и одном из торцов стержня сделайте фаски.
Поместите инструмент и стержень в металлический уголок и совместите их друг с другом.
Постепенно поворачивая заготовки, приварите сверло к стержню из металла.
Обработайте шов до удаления всех неровностей.
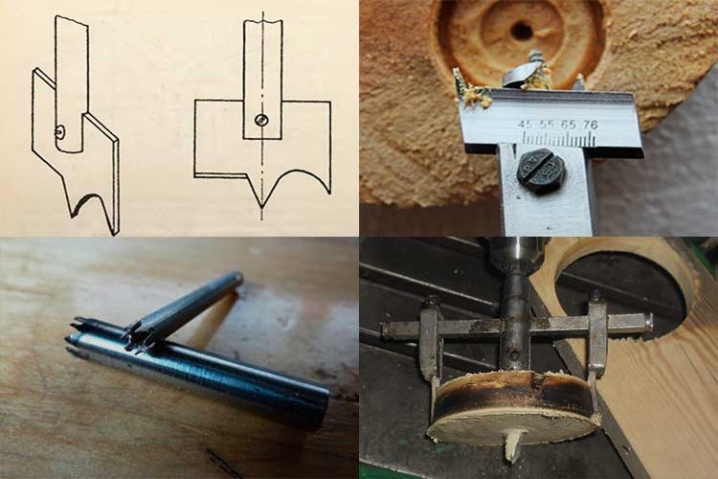
Наращивание хвостовика. Способ 1
Для этой технологии удлинения сверла вам понадобится стержень, диаметр которого меньше диаметра хвостовика на 2–3 мм. Общий принцип таков.
В хвостовике сверла проделывают отверстие под внутреннюю резьбу.
Нарезают ее метчиком.
На металлическом стержне нарезают внешнюю резьбу.
Детали скручивают друг с другом.
Для большей надежности стык можно заварить и зачистить.
Наращивание хвостовика. Способ 2
Для этого способа удлинения сверла потребуется стержень, диаметр которого больше диаметра хвостовика. Для работы понадобится токарный станок. Технология выглядит так.
На токарном станке диаметр части хвостовика немного уменьшают.
В стержне просверливают отверстие под вставку инструмента.
Хвостовик закрепляют в стержне и заваривают место соединения.
На токарном станке уравнивают диаметры старого сверла и удлиненного хвостовика.










- Поделиться Вк
- Поделиться в Facebook
- Поделиться в Одноклассниках
- Поделиться в Твиттер
- Мы в Instagram
- Как сделать заказ
- Доставка инструмента
- Возврат товара
- Госты
- Бренды
- Политика конфиденциальности
- О нашей компании
- Производство
- Компания в лицах
- Наши клиенты
- Статьи
- Вакансии
- Оставить обращение
- Контакты
- +7 (495) 108-02-35 — Москва
- +7 (812) 425-62-55 — Санкт-Петербург
- +7 (473) 200-71-64 — Воронеж
- +7 (343) 302-29-40 — Екатеринбург
- +7 (3412) 91-87-09 — Ижевск
- +7 (843) 207-29-50 — Казань
- +7 (861) 204-19-50 — Краснодар
- +7 (391) 290-23-65 — Красноярск
- +7 (831) 235-03-12 — Нижний Новгород
- +7 (383) 312-03-59 — Новосибирск
- +7 (8412) 23-45-29 — Пенза
- +7 (342) 211-15-68 — Пермь
- +7 (863) 309-08-02 — Ростов-на-Дону
- +7 (4912) 77-65-28 — Рязань
- +7 (846) 215-04-65 — Самара
- +7 (8452) 39-54-61 — Саратов
- +7 (4872) 75-10-25 — Тула
- +7 (347) 214-95-08 — Уфа
- +7 (351) 799-57-30 — Челябинск
Бесплатный многоканальный телефон
8 (800) 200-48-32
Адрес основного представительства:
109202, г. Москва, ул. 1-я Фрезерная, д.2/1, стр.5, этаж 1
Особенности удлинителей для сверла

- Что это такое?
- Какими бывают?
- Как сделать своими руками?
В процессе строительных работ необходимыми инструментами являются сверла и дрель. В настоящее время существует большое количество различных моделей насадок в зависимости от размеров, типа хвостовика. Некоторые образцы могут подойти не для всех дрелей. В таких случаях нередко используют специальные удлинители для подключения к патрону агрегата. Сегодня мы поговорим об особенностях таких дополнительных инструментов и о том, каких видов они могут быть.

Что это такое?
Удлинитель для сверл представляет собой небольшую вытянутую конструкцию, которая позволяет удлинять изделие и делать более глубокие сквозные отверстия в различных материалах. При этом любой удлинитель должен быть немного меньше в диаметре по сравнению с самим сверлом. Кроме того, при работе с таким дополнительным аксессуаром следует внимательно корректировать режимы резания при сверлении.

На сегодняшний день отдельно выпускаются такие удлинители, предназначенные для определенных типов сверл (перьевых моделей, для ударных буровых кромок). Они могут значительно отличаться друг от друга некоторыми конструктивными особенностями, что необходимо учитывать при выборе подходящего варианта. Эти аксессуары для сверл чаще всего изготавливаются из качественной стальной основы. Но встречаются и некоторые модели, сделанные из особых типов пластмассы. В среднем общая длина данных изделий может составлять примерно 140-155 миллиметров.


Дополнительные детали для сверла достаточно легко закреплять. Они, как правило, имеют шестигранные хвостовики, которые одним движением можно закрепить в патроне электрического агрегата и легко открепить его. Многие модели предусматривают возможность быстрой замены такой оснастки.


Какими бывают?
Удлинители могут быть самых разных типов. Можно выделить следующие варианты таких строительных аксессуаров.
- Удлинитель для сверла Левиса. Эта модель, предназначенная для спиральных изделий, представляет собой тонкую металлическую трубку цилиндрической формы, на одном конце которой размещается маленький шестигранный хвостовик. Чаще всего этот вид используется для создания сквозных глубоких отверстий в деревянных поверхностях большой толщины. Такие удлинители иногда идут в одном комплекте со специальным имбусовым ключом. Данная разновидность с шестигранным хвостовиком может обладать большей толщиной по сравнению со всеми остальными видами таких аксессуаров.

Чаще всего эти удлинители изготавливаются из прочной углеродистой стали.
- Удлинитель для сверла Форстнера. Такая разновидность имеет вид тонкой металлической конструкции с шестигранным хвостовиком (его длина обычно составляет около 10-12 миллиметров). На другом конце изделия размещается небольшое уплотнение для соединения. Общая длина всей детали, как правило, достигает примерно 140 миллиметров.

- Модели для перьевых сверл. Данные изделия для удлинения имеют цилиндрическую вытянутую форму. Наконечник круглой формы, он немного сужается к концу. Часто этот удлинитель используют не только для того, чтобы сделать более глубокие отверстия, но и для того, чтобы осуществить сверление в труднодоступных местах на поверхности. Общая длина всего изделия достигает примерно 140-150 миллиметров.

В отдельную группу можно выделить специальные гибкие удлинители для сверл. Нередко основную часть изготавливают из мягкой черной пластмассы. Иногда этот материал делают с небольшим рельефом. На концах пластика размещаются металлические наконечники, в том числе и шестигранный хвостовик.

Сегодня можно встретить целые наборы, в которых, помимо самого пластмассового удлинителя, идет и комплект из нескольких различных насадок – каждая из них предназначена для определенного типа сверла. При необходимости их можно легко заменить.


Подобные варианты считаются более практичными и удобными в использовании по сравнению с жесткими конструкциями, которые продаются поштучно.
Также отдельно можно выделить и удлинитель SDS. Он имеет цилиндрическую форму. На одном конце изделия имеется тонкая спиралевидная деталь, на другом конце находится шестигранный тонкий хвостовик. Эту модель используют только вместе с ударным буровым инструментом с коронками. Подобные приспособления смогут подойти для сверления кирпичных поверхностей, природного или искусственного камня, бетонных покрытий. Глубина сверления таким строительным аксессуаром может составлять примерно 300 миллиметров.


Как сделать своими руками?
Если вы не хотите приобретать удлинитель в строительном магазине, можно сделать длинное сверло самостоятельно. Для этого сначала нужно взять длинный гвоздь подходящего диаметра. Его шляпку понадобится аккуратно расклепать. Сделать это можно при помощи простого молотка. Все края шляпки гвоздя постепенно обтачивают, понемногу придавая ей заостренную форму обычного сверла.

В процессе заточки режущей части не забывайте о том, что патрон в аппарате всегда вращается по часовой стрелке.
Если в дальнейшем вам придется проводить сверление в рыхлых деревянных поверхностях, шляпку гвоздя лучше расклепать в форме заостренного наконечника. В процессе сверления самодельной деталью происходит уплотнение стенок данного материала, что является важным условием для легкого и быстрого закручивания шурупов. Удлинить сверло самостоятельно можно и путем увеличения длины хвостовика. Чтобы сделать это, нужно в нем создать маленькое отверстие под внутреннюю резьбу. Затем ее нарезают метчиком. На жестком стержне из металла изготавливают внешнюю резьбу. Полученные детали скручивают между собой.
Чтобы добиться максимальной прочности и надежности, образовавшийся стык лучше заварить и тщательно зачистить, но данная процедура не является обязательной.
Хвостовик можно нарастить и другим способом. Для этого сначала нужно подготовить прочный тонкий стержень из металла. При этом его диаметр должен быть немного больше, чем диаметр хвостовика. Его поверхность должна быть абсолютно ровной, без мелких царапин и щелей. Также для работы понадобится токарное оборудование. Наращивание начинают с того, что на токарном станке немного уменьшают диаметр хвостовика. Одновременно с этим в металлическом стержне делают маленькое углубление. Оно будет выступать в качестве отверстия для вставки самого инструмента. После этого хвостовик максимально плотно и прочно закрепляется в стержне.

Место соединения рекомендуется заварить и зачистить. На заключительном этапе уравнивают диаметры старого сверла и нового удлиненного хвостовика. Сделать это также можно при помощи токарного оборудования.В некоторых случаях удлинитель делают посредством сварки нового металлического стержня и сверла. Но при этом диаметры обеих составляющих деталей должны быть одинаковыми. В конце место соединения деталей сваривают и зачищают, чтобы на поверхности не было неровностей и царапин.

О том, какой удлинитель для сверла выбрать, смотрите в следующем видео.
Нарезание резьбы — статья о метчиках
Читая статьи на overclockers.ru и форум, я понял, что мало кто разбирается в нарезке резьбы в металлах. Хотя этот процесс сопровождает многие работы с металлами, в частности для компьютеров моддинг и различные «железячные» модификации. В данной статье хочу рассказать о метчиках и их особенностях на примере своих метчиков.
реклама
Для начала метчик (tap) – это инструмент для нарезания внутренней резьбы. Плашка (die) для нарезания внешней резьбы, для общего сведения.
Метчики можно поделить на две большие группы, машинные метчики (machine taps) и ручные метчики (hand taps). В данной статье речь пойдет о ручных метчиках, так как машинных метчиков великое множество, и они нужны лишь малому проценту людей ввиду того, что используются на станках.
Основные и параметры выбора метчика — это тип резьбы и ее шаг. Для примера, М8-1.25, означает это метрическая резьба 8 мм с шагом 1.25 мм, по шагу резьбы есть вариации допустим тот же М8-1.0. В штатовской системе в общем все также, но со своими заковырками, например, №6-32 UNC, здесь 6 это диаметр по номерной системе, 32 это нит на дюйм, по сути, аналог шага резьбы, UNC обозначение грубой резьбы, к слову, UNF – мелкая резьба, UNS – специальная. (на самом деле там есть еще несколько видов, но мало кому нужны). Отдельно стоят трубные резьбы, так как они могут быть и конусными, пример NTP и BSP.
Далее уже примеры на фото, ручные метчики продаются (должны продаваться) как в комплектах по 3 так и отдельно каждый. Комплект состоит из трех разных! метчиков начальный (taper), средний (plug) и финишный (bottoming) их также у нас называют первый, второй, третий. (Иногда спец метчики идут в комплектах по двое, но обычно это только для очень мелкошаговой резьбы).
реклама
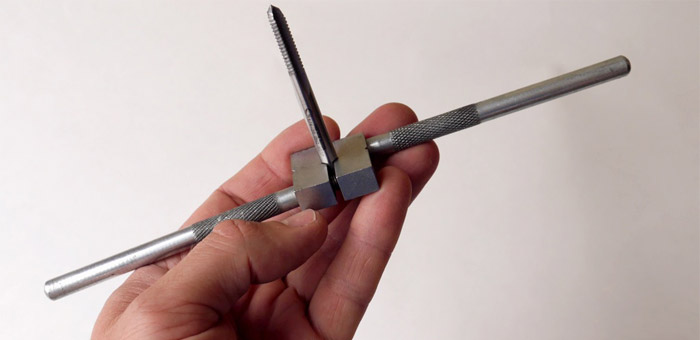
Для того что бы показать различия, вот фото довольно большого метчика М14-2.



реклама

На что обратить внимание, в первую очередь резьба на первом метчике начинается с 6-7 витка и сам профиль не прорезает материал слишком глубоко. Затем в ход идет второй метчик у него резьба начинается примерно с 4 витка, профиль более острый, и третий метчик резьба идет со 2 витка и профиль финиширует резьбу и подгоняет по допуски. Отличить их можно по внешнему виду, либо на европейских метчиках, есть маркировка с полосками. Также на примере этого набора обратите вынимание что резьба по профилю шире самого тела метчика, а это значит, что резьбу можно нарезать в глубоких отверстиях. На обоих концах есть центровочные отверстия под подпружиненный конус.
Каналы под стружку прямые, как и должны быть у ручных метчиков, на этих их четыре.
реклама
Далее по форме метчиков, например маленькие типа М2-0.4 уже сделаны по-другому. Хвостовик намного толще рабочей части. Канавок всего две.

Также примерно выглядят метчики для М3-0.5. Но не от всех производителей, например на фото третий метчик имеет прямой кончик, теоретически в глухом отверстии от глубже нарежет резьбу почти до конца самого отверстия. Канавок (flutes) у них уже три, а не две. Ширина хвостовика также больше, чем рабочая часть.

Далее М4-0.7. У этих метчиков также три канавки, ширина рабочей части меньше, но зато есть участок с сужением, за счет этого можно нарезать резьбу чуть глубже.

Также у маленьких метчиков нет центровочных отверстий. Даже у М6-1.0, например на фото относительно не дорогой метчик и выполнен он с острыми концами и с узкой рабочей частью.

Еще вот уже побольше, М8-1.25 двух видов у них есть центровочные отверстия. Один обычный с тремя канавками второй набор со специальным самоцентрирующимся первым метчиком. Также отличие второго в применении стали HSS-CO5, то есть 5% кобальт. Такие метчики подходят для нарезки и в нержавейке. К слову, большинство метчиков выполняются из стали HSS, или HSS-G и гораздо реже из HSS-CO, покрытие также бывают разными, просто без покрытия, чернение, и оксид титана, самый дорогой оксид титана, а также наиболее коррозионностойкий, но гонятся именно за этим видом покрытия не стоит, все равно на рынке 90% без покрытия.


Все трех метчиковые наборы обладают хорошей точностью ISO 2 или 6H, но также существуют однозаходные комбинирование метчики. Например, на фото ниже 6-32 UNC. На фото видно что его начальная часть как у первого номера, а далее идет как второй номер. Естественно, такие метчики не для толстых и твердых материалов, но резьба вполне нормальная получается. Это не плохой бюджетный вариант.

По дополнительным инструментам для метчиков нужны еще воротки, и чаще всего выполнены они в двух исполнениях. На фото ниже три воротка, скажу, что вороток Ruko, серый на фото я не рекомендую, сделан довольно криво и своей цены в общем не стоит. Также Т-образный вороток лучше выбирать с пружинным удержанием квадрата, но фото вороток с цанговым зажимом, и он не очень хороший и в плане удержания, и в плане центровки. А вообще прямо хороший вороток я не нашел, все какие видел были кривоваты, даже те что стоили более 100$.






Во время нарезки надо пользоваться спец жидкостью для сверления, также как только метчик начинает идти туговато нужно сделать оборот назад это срежет заусенцы и соберет мусор в канавках. Главное на метчик не давить, особенно в стороны, а то он лопнет. При правильном размере отверстия и хорошем метчике, резьба нарезается без излишнего сопротивления.
По самим канавкам у ручных они всегда прямые, но у машинных они могут быть также спиралью и уклоном. В этом видео от Haas очень подробно рассказывают о машинных метчиках. Отверстия под резьбу выбираются тоже не просто так, они зависят от шага резьбы и диаметра. Наиболее простой способ воспользоваться таблицей размеров наподобие этой. По типу резьбы сразу можно выбрать размер сверла для дрели.


А для определения типа резьбы самый простой способ воспользоваться резьбомером (thread gauge), они хоть и номинально подходят для внешней резьбы, но ими также можно и проверять в отверстиях если влезет.
По выбору метчика, конечно, лучше всего смотреть, прежде чем покупаешь так как в интернете обычно фотки не соответствуют товару. Также и на саму резьбу посмотреть, если каждый номер имеет профиль как положено, то с резьбой скорее всего все будет норм. Также внимательно осмотреть обработку краев канавки, если срез не ровный, то метчик будет плохо прорезать металл. Метчик конечно же надо выбирать исходя из задач, например если работать с нержавейкой, то придется покупать дорогой кобальтовый метчик. Также метчик после работы надо от стружки отчищать чем-то типа зубной щетки. Что касается цен, то набор хороших метчиков М3 стоит от 10 до 40$, если большие размеры, то цены естественно выше.
Надеюсь, моя статья будет полезна и больше дырки раздраконивать винтами никто не будет).
P.S. Полезное видео от Haas. В основном о машинных метчиках, но тем не менее интересное.
Метчикодержатель. Как выбрать самый удобный?

 Для ручного нарезания внутренней резьбы к метчику иногда следует прилагать заметный крутящий момент. Если подобная операция производится от случая к случаю, то с этой целью можно приспособить и обычный трубный ключ. Однако при массовом получении резьбовых отверстий удобнее иметь под рукой метчикодержатель. Особенно ценятся универсальные метчикодержатели, в которых можно надёжно зафиксировать и плашку, и метчик.
Для ручного нарезания внутренней резьбы к метчику иногда следует прилагать заметный крутящий момент. Если подобная операция производится от случая к случаю, то с этой целью можно приспособить и обычный трубный ключ. Однако при массовом получении резьбовых отверстий удобнее иметь под рукой метчикодержатель. Особенно ценятся универсальные метчикодержатели, в которых можно надёжно зафиксировать и плашку, и метчик.
Конструкции метчикодержателей
Любой метчик, как известно, имеет круглую в сечении посадочную часть, и квадратный хвостовик, за который и вращается инструмент. Размеры этих частей стандартизированы в соответствии с ГОСТ 3266, а потому не зависят от исполнения метчика, типа резьбы (левая, либо правая) и прочих факторов. Поэтому различия в конструкциях метчикодержателей касаются:
- Формы держателя – плоский или угловой.
- Направления вращения метчика – радиального или осевого.
- Количества посадочных гнёзд под хвостовики.
- Наличия или отсутствия возможности для регулировки размеров посадочного отверстия.
Регулируемые воротки обычно снабжаются одним – тремя отверстиями постоянного размера, и одним регулируемым. Метчикодержатели с осевым направлением подачи метчика иногда называют торцевыми. Они предназначаются для получения внутренних резьб в ограниченных рабочих пространствах.

Любой регулируемый метчикодержатель с радиальным направлением вращения инструмента, изготовленный по требованиям ГОСТ 3266, состоит из следующих частей:
- Призматической рамки;
- Съёмной рукоятки, которая при помощи штифта соединяется с рамкой. На рукоятке имеется трещотка, фиксирующая текущее положение инструмента при необходимости переустановки ручки;
- Неподвижной рукоятки;
- Пары подвижных сухарей, которые могут перемещаться в пазах рамки;
- Гужона, который фиксирует сухари в определённом положении (в нерегулируемых воротках эта деталь отсутствует).
Торцевые, т-образные метчикодержатели устроены иначе. Это обусловлено необходимостью прилагать возрастающее усилие, по мере увеличения глубины нарезаемой резьбы. Поэтому они изготавливаются с трещоткой, а в корпусе предусматривается только одно крепёжное отверстие. Трещотка обеспечивает стабильность положения метчикодержателя в момент переустановки поворотных ручек.

Для обеспечения стабильного значения крутящего момента применяются ручные тарированные воротки. При перегрузке во время вращения (что может произойти, например, при неверном диаметре отверстия или повышенной твёрдости детали) такой инструмент скользит, предохраняя тем самым метчик от поломки. Тарированные метчикодержатели состоят из:
- Корпуса, снабжённого сквозным отверстием под ручки;
- Двух изогнутых ручек (вместо них можно использовать любой прут из незакалённой средне- или высокоуглеродистой стали);
- Подвижной нажимной втулки, на противоположном торце которой имеется квадратное отверстие под хвостовик;
- Возвратной пружины, выставленной на определённое значение крутящего момента.

Как пользоваться регулируемым метчикодержателем?
Такие инструменты обычно имеют посадочную квадратную часть, где могут устанавливаться метчики с размером хвостовика 8×8 мм (предусматриваются и посадочные места под плашки до 20 мм). Корпус закрывается съёмной крышкой, под которой размещён механизм изменения размеров квадрата. Планки сухарей сдвигаются в процессе вкручивания регулировочного винта до требуемой глубины. Винт для удобства снабжается поверхностными насечками.
Конструктивно сухари могут иметь две или четыре части. Функциональнее – второй вариант, при котором регулировка каждой стороны может производиться раздельно. Благодаря последовательному перемещению элементов сухарной планки все стороны квадрата изменяются в одинаковой степени, обеспечивая тем самым надёжную фиксацию метчика в приспособлении.
Точность действия метчикодержателя зависит от:
- Соотношения диаметра и длины посадочной части: плоские, но широкие воротки ухудшают направление резьбонарезающего инструмента. Если вороток ещё и нетарированный, то поломка метчика весьма вероятна;
- Материала сухарных планок. В высокостойких метчикодержателях кулачки изготавливаются из закалённых инструментальных сталей типа У8А и выше, имея твёрдость после закалки не менее 46…50 HRC.
- Качества тарировки пружины: слишком толстые пружины завышают значение крутящего момента, а слишком тонкие увеличивают время, требуемое для нарезки резьбы. Пружины изготавливают из стали 60С2 или 65Г.
Ограничение по моменту на практике реализуется так. В корпусе и втулке установлена пара сопряжённых кулачков. Перед началом нарезания резьбы уточняют величину съёма металла «на сторону»: она должна соответствовать размеру впадины резьбы с припуском не более 1,…1,5 мм на сторону (меньшие значения соответствуют более хрупким материалам, в частности, чугуну). Когда развиваемый момент превышает допустимый для данного типоразмера метчика, кулачки выходят из зацепления, и начинают проскальзывать. В результате вращение корпуса воротка приостанавливается.
Такие метчикодержатели не являются универсальными, и могут использоваться лишь при достаточных размерах рабочей зоны. Основная область их применения – глубокие и глухие отверстия.
Можно ли изготовить метчикодержатель самостоятельно?
Изготовление метчикодержателя своими руками – процесс весьма трудоёмкий. Его можно облегчить, если попытаться восстановить имеющееся, но изношенное приспособление: ведь потеря размеров сухарных планок обычно происходит гораздо быстрее, чем у остальных деталей. Перед работой следует оценить прочность корпуса, особенно, если он изготовлен не из стали, а из литого алюминиево-магниевого или цинкового сплава. Наличие микротрещин – преграда непреодолимая.
Если корпус находится в хорошем состоянии, то дальнейшие работы ведутся в следующей последовательности:
- Проектируются и изготавливаются две сухарные планки под зажим метчика, который соответствует параметрам ГОСТ 3266 или DIN Одна планка выполняется сплошной (она будет неразъёмной), а вторая снабжается отверстием под регулировочный винт.
- Из среднеуглеродистой стали типа сталь 45 вытачивается подвижная ручка, на противоположном конце которой устраивается сплошная насечка. Посредине насечки сверлится отверстие под вращающую рукоятку.
- В боковой части корпуса выполняется резьбовое отверстие под фиксирующий гужон (он не должен быть крупнее М3,5).
- При необходимости изготавливаются сменные удлинители, которые пригодятся, если предстоит нарезать глубокую резьбу в деталях из закалённой стали. По соображениям безопасности, удлинитель должен быть выполнен из цементуемой стали типа сталь 20 или из высокоуглеродистой пружинной стали марки 60С2.

Неразъёмный метчикодержатель изготовить своими руками значительно проще. В призматической вставке, размеры которой соответствуют отверстию корпуса метчикодержателя, фрезеруется квадрат 8×8, а для ручек приспосабливается любой некалёный стальной стержень (и в этом случае не забываем о поверхностных насечках!).
Цены на поворотные метчикодержатели отечественного производства (бренд Matrix) с трещоткой варьируются в пределах 500…800 руб. (в зависимости от размера посадочной части). Цена импортных воротков от торговой марки Stayer (Австрия) стартует от 2500 руб., хотя практически особой разницы в качестве не ощущается.
Как правильно нарезать резьбу метчиком: алгоритм, рекомендации, таблицы размеров
Вопрос о том, как нарезать резьбу метчиком, возникает в тех случаях, когда предварительно выполненное отверстие необходимо подготовить для размещения в нем болта, винта, шпильки и резьбового крепежного элемента любого другого типа. Именно метчик в подобных ситуациях является основным инструментом, позволяющим быстро и точно нарезать внутреннюю резьбу с требуемыми геометрическими параметрами.

Ручная нарезка внутренней резьбы выполняется слесарными метчиками в комплекте с воротком
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.

Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Подготовка к нарезанию внутренней резьбы
Для того чтобы процесс нарезания внутренней резьбы при помощи метчика не вызывал особых затруднений и завершился качественным результатом, необходимо правильно подготовиться к этой технологической операции. Все способы нарезания резьбы при помощи метчика предполагают, что в обрабатываемой детали уже выполнено отверстие с соответствующим диаметром. Если внутренняя резьба, которую необходимо нарезать, имеет стандартный размер, то для определения диаметра подготовительного отверстия может быть использована специальная таблица с данными по ГОСТу.
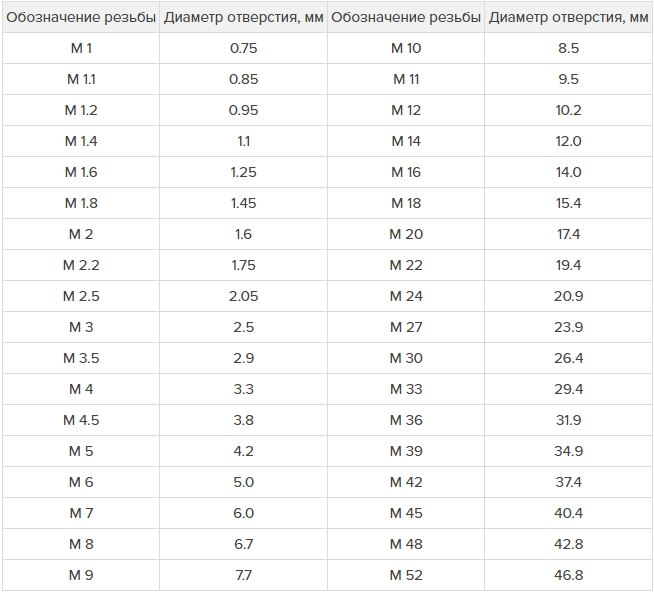
Таблица 1. Диаметры отверстий, высверливаемых под стандартную метрическую резьбу
В том случае, если резьба, которую надо нарезать, не относится к категории стандартных, рассчитать диаметр отверстия для ее выполнения можно по универсальной формуле. Прежде всего необходимо изучить маркировку метчика, в которой в обязательном порядке указываются тип нарезаемой резьбы, ее диаметр и шаг, измеряемые в миллиметрах (для метрических). Затем, чтобы определить размер поперечного сечения отверстия, которое надо просверлить для резьбы, достаточно от ее диаметра вычесть шаг. Например, если для нарезания нестандартной внутренней резьбы будет использоваться инструмент с маркировкой М6х0,75, то диаметр подготовительного отверстия рассчитывается следующим образом: 6 – 0,75 = 5,25 мм.
Для стандартных резьб, относящихся к категории дюймовых, также существует таблица, позволяющая правильно выбрать сверло, с помощью которого выполняют подготовительные работы.

Таблица 2. Диаметры отверстий, высверливаемых под дюймовую резьбу
Важным для получения качественного результата является вопрос не только о том, чем нарезают резьбу, но и о том, каким сверлом выполнять подготовительное отверстие. Выбирая сверло, необходимо обращать внимание на параметры и качество его заточки, а также на то, чтобы оно вращалось в патроне используемого оборудования без биения.
Угол заточки режущей части подбирается в зависимости от того, какой твердостью обладает материал, который необходимо сверлить. Чем выше твердость материала, тем больше должен быть угол заточки сверла, но это значение не должно превышать 140°.

При высверливании глухих отверстий контролируем глубину сверления
Как правильно нарезать резьбу? Для начала надо подобрать инструменты и расходные материалы:
- электрическую дрель или сверлильный станок, способные работать на низких оборотах;
- сверло, диаметр которого рассчитывается или подбирается по справочным таблицам;
- сверло или зенковку, при помощи которых с края подготовленного отверстия будет сниматься фаска;
- комплект метчиков соответствующего размера;
- ручной держатель для метчиков (вороток);
- слесарные тиски (если изделие, в котором надо нарезать резьбу, необходимо зафиксировать);
- керн;
- молоток;
- машинное масло или другой состав, которым в процессе обработки необходимо смазывать как метчик, так и нарезаемый им участок резьбы;
- ветошь.
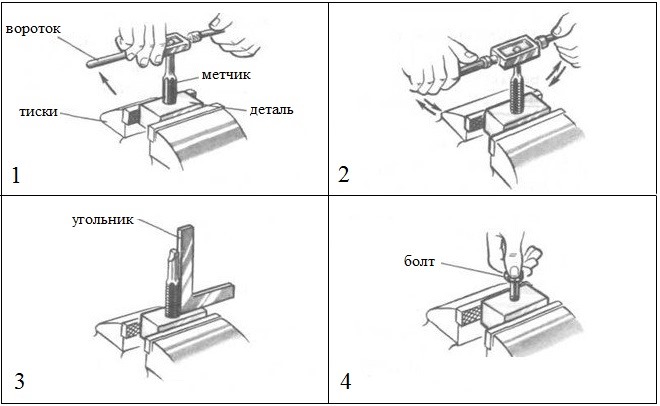
Схема нарезки резьбы метчиком
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.

Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.