
Притирочная паста для клапанов какая лучше?
ФОРУМ МОТОРИСТОВ
| Текущее время: 12 июн 2021, 14:38 |
Часовой пояс: UTC + 3 часа
Давайте обсудим. Притирочные пасты!!
Понятно, что при наличии станочков, притирка вроде бы не нужна, но что делать, если станочков-то нет в пределах осязаемой достигаемости
Предлагаю обсудить выбор лучших притирочных паст для гаражного ремонта.
Когда я ремонтировал свою ГБЦ в сентябре, притирал клапаны притирочными пастами «Классическая» (30 руб, заявленная шероховатость после обработки Rz=9) 2в1 (чистовой и черновой составы в одном флаконе), и «ФАБО» (50 рублей, Rz=3).
ФАБО интересная паста, по заявлениям производителя образует «металлоплакирующую пленку 2-3 мкм», улучшает чистоту поверхностей..
На фасках действительно образуются медные полоски. Сама паста зеленого цвета.
Получается что-то вроде этого (рекламная фотка):
Правда после того как клапан и седло поработают немного, следов от меди не остается.
Однако, основной вопрос в другом. Не понравилась мне паста «Классическая». Какая-то грубая обработка, дерет поверхности, после чего образуются концентрические риски на седле и клапане.
Притирал ручной крутилкой
Хочу попробовать пасты «Профессиональная» или «Алмазная», они дороже классической на 20 руб.
Что скажете?
Притер сейчас впускной клапан с использованием комбинации паст «Классическая» + «ФАБО».
При притирке «классической» пастой крутилку старался постоянно приподнимать и сильно не давил. Крутил мягонько, послабже. В итоге концентрические риски вроде бы удалось убрать.
А вот с пастой ФАБО давил на крутилку намного сильнее, как рекомендует изготовитель пасты.
Прикладываю фото тарелки клапана, какие мнения будут?
Не слишком ли широкая фаска?
У меня получилась фаска практически 2 мм.
Мне это не очень нравится, буду ее уменьшать до 1-1.5 мм.
На днях все таки придется купить набор ручных фрез.
Рабочую фаску шарошить не буду, сниму верхнюю и нижнюю фаски, уменьшив тем самым толщину рабочей фаски.
У меня еще есть ГБЦ с немалым пробегом (я ее сейчас переделываю), там вообще все фаски по 3 мм
У меня получилась фаска практически 2 мм.
Мне это не очень нравится, буду ее уменьшать до 1-1.5 мм.
На днях все таки придется купить набор ручных фрез.
Рабочую фаску шарошить не буду, сниму верхнюю и нижнюю фаски, уменьшив тем самым толщину рабочей фаски.
У меня еще есть ГБЦ с немалым пробегом (я ее сейчас переделываю), там вообще все фаски по 3 мм
У меня получилась фаска практически 2 мм.
Мне это не очень нравится, буду ее уменьшать до 1-1.5 мм.
На днях все таки придется купить набор ручных фрез.
Рабочую фаску шарошить не буду, сниму верхнюю и нижнюю фаски, уменьшив тем самым толщину рабочей фаски.
У меня еще есть ГБЦ с немалым пробегом (я ее сейчас переделываю), там вообще все фаски по 3 мм
ANLES1
А смысл?
Все равно снова появиться
Ножичком конечно пошоркаю, для приличия
Пришлось
Купил сегодня набор зенкеров для ремонта седел (800 руб), попробовал пошарошить седла, поматерился, погрузил ГБЦ в сумку и поехал на рынок (а он ой как далеко) менять фрезы
Половина зенкеров пилила вместо седел алюминий вокруг седла
Вопрос решился удачно, доплатив 50 рублей взял нормальный набор с обточенными лезвиями (в каждом зенкере 7 вместо 6 лезвий).
Поправил седла на своей ГБЦ (которую снял недавно с машинки), притер впускные клапана. Оказывается, риски возникают из-за сильного прижима клапана. Вот оно как, а я на пасту грешил. Полегче надо клапан тянуть
Доделал сегодня вторую камеру сгорания на ГБЦ, которую я делал последний месяц. Прошарошил седла. Очень долго шарошил впускные седла, большая несоосность была.
А паста ФАБО — гамно редкое
Перестала с тюбика выдавливаться зеленая жидкость, я его разрезал, а там все внутри налипло — густая паста бронзового цвета просто не выдавливалась. Видимо содержимое тюбика расслоилось и давилась просто жидкость, а основной состав оставался в тюбике.
Бронзовая паста действительно улучшает чистоту поверхностей, но вот медного цвета больше нет, кончился Вся «медь» была в этой зеленой водичке
Металлоплакирование. Тьфу, мракобесие.
Пасты для притирки клапанов. Какую выбрать?
 Впускные и выпускные клапаны автомобильных двигателей работают в очень тяжёлых условиях, поскольку повышенные рабочие температуры в сочетании с интенсивным трением обуславливают интенсивный износ. Чтобы этот процесс происходил медленнее, клапаны притирают, используя различные формулы притирочных паст.
Впускные и выпускные клапаны автомобильных двигателей работают в очень тяжёлых условиях, поскольку повышенные рабочие температуры в сочетании с интенсивным трением обуславливают интенсивный износ. Чтобы этот процесс происходил медленнее, клапаны притирают, используя различные формулы притирочных паст.
Зачем притирать клапана?
Притирка представляет собой разновидность полировки, когда абразивные частицы, попадая между деталями разной твёрдости, внедряются в более мягкий материал. В результате чистота поверхности более твёрдого изделия в паре трения возрастает. Притирочные составы широко используются в практике авторемонта для получения правильного сопряжения угловых размеров клапана и седла. У правильно притёртых клапанов площадь поверхности контакта увеличивается примерно вдвое.
Качественная притирка клапанов решает, таким образом, две задачи:
- Создаёт лучшее уплотнение между клапаном и головкой, что предотвратит выход газов во время такта сжатия.
- Предотвращает подгорание клапанов, поскольку увеличенная площадь контакта обеспечивает лучший отвод тепла от клапанов к головке.
Притирка реализуется нанесением специального состава – притирочной пасты для клапанов — на края клапанов с последующим их вращением по головке.

Состав притирочной пасты
Основными компонентами паст для притирки клапанов являются:
- Масло, повышающее теплоёмкость и уменьшающее температуру на притираемых поверхностях. Некоторые пасты, с целью снижения вязкости, производят на водной основе.
- Мелкодисперсный абразив, производящий полировку.
- Антиокислительные вещества, снижающие механохимический износ.
- Ингибиторы коррозии, положительно влияющие на долговечность клапана.
- Осветляющие составы.
Эффективность любой притирочной пасты для клапанов определяется видом абразива. Используются карборунд, алмазная крошка, диоксид кремния, стекло, окись алюминия, а также карбиды кремния и бора.

Притирочная паста для клапанов классифицируется от грубо- до мелкозернистой. В грубозернистой пасте абразивные частицы достаточно крупные, поэтому она используется для грубой притирки. Чем выше показатель зернистости притирочной пасты, тем более тонкую притирку можно ею выполнить.
Масло и шлифовальная паста имеют противоположные функции: в то время как абразив увеличивает трение, масло стремится уменьшить его, ограничивая одновременно режущее воздействие. Масло (или вода) являются также основой, в которой происходит перемещение абразивных частиц при притирке.
Некоторые пользователи самовольно снижают исходную вязкость пасты, что недопустимо: в результате уменьшается нагружающее усилие и режущее воздействие абразивных частиц на притираемые поверхности. Сами же частицы быстрее вымываются, что приводит к росту расхода притирочного состава.

Особенности притирки
Независимо от марки пасты для притирки клапанов стоит придерживаться следующих рекомендаций:
- Перед началом работ необходимо как можно более равномерно прижать притираемую деталь к слою притирочной пасты.
- Притираемый элемент следует в процессе притирки постоянно прижимать, до появления излишков состава в зазоре между деталями.
- Вращение притира должно производиться до тех пор, пока усилие перемещения сопрягаемых частей не уменьшится: это свидетельствует о том, что абразивные частицы выдавлены из зоны обработки, и там находится только масляная или водная связка.
- Если притирку необходимо продолжить, то старую пасту удаляют, и наносят свежую.

Контроль качества притирки клапанов в домашних условиях можно выполнить двумя методами – «на карандаш» и «на керосин». В первом случае на поверхность, используя мягкий карандаш, наносят до шести рисок, которые должны располагаться в радиальном направлении. Притёртые детали накладывают, и выполняют 2…3 оборота. Если риски остались, притирку необходимо продолжить. Для проверки «на керосин» сопрягаемые детали насухо вытирают и размещают на листе чистой белой бумаги, после чего в зазор вливают немного керосина. Если через 6…7 часов на противоположной стороне следов керосина нет, притирка может считаться завершённой.
Паста для притирки клапанов. Какая лучше?
Нижеприводимый рейтинг паст составлен преимущественно на основе отзывов самих автолюбителей:
- «Классическая» (производитель ВМПАвто, Россия). Подходит для всех типов двигателей, отличается двухкомпонентным составом, что позволяет последовательно выполнять грубую и тонкую притирку. Крупность зёрен – от 0,53 до 0,9 мкм, причём они вступают в работу постепенно, по мере изменения шероховатости обрабатываемых поверхностей. Цена вопроса – от 600 руб. за 400 г продукта. Отметим, что ВМПАвто выпускает под той же маркой узкоспециализированные пасты – алмазную и профессиональную, которые подходят соответственно только дизельным и бензиновым двигателям. Цена таких паст выше: например, для алмазной – от 220 руб. за упаковку 100 г.
- ABRO Grinding Paste GP-201 от торговой марки ABRO (США). Также содержит крупно-и мелкозернистые компоненты, которые располагаются в отдельных частях ёмкости. Экономна в расходе, хорошо удерживается на притираемой поверхности. Цена упаковки массой 100 г – от 150 руб.

- Эффект (производится в Санкт-Петербурге). Упаковка включает два флакона с крупно- и мелкозернистой пастой, а также дозатор для облегчения процесса притирки. Цена – от 160 руб. за 90 г продукта.
- Permatex (производитель — США). Относится к группе компаундных водорастворимых паст, при помощи которых можно выполнять не только притирку клапанов, но и очистку хромированных поверхностей автомобиля. Цена – от 550 руб. за упаковку.
Следует отметить, что разделение притирочных паст на профессиональные и любительские достаточно условно, и выражается лишь в объёмах разовой упаковки продукта.
Сообщества › Diesel Power (Дизельные ДВС) › Блог › Какую пасту выбрать для притирке клапанов?

Поделитесь опытом, какую пасту выбрать?
Во многих автомагазинах есть в наличие пасты фирмы: CHEMICO, DoneDeal (крупный/мелкий образив), Permatex, Loctite — уже в разы дороже, Zollex и прочие «алмазные» от росс производителя
Но какая действительно будет притерать ? Планирую притерать в ручную

Комментарии 54


Привет ! Конечно в процессе бывают разные требования к обработке седел и клапанов.Да алмазные пасты использовать для притирки автомобильных клапанов запрещено ! Я уже больше 10лет использую пасту Permatex.Работает отлично ! Вазовские головки хорошо берет паста Zolex.Done Deal хорошо работает не по всем клапанам.Я имею в виду автопроизводителей. Удачи !


Использовал пасту для притирки пасту от ВМП-авто

Притирка возможно имеет смысл если руками зенкеровать сёдла менять клапана на новые.
При притирке:
— ухудшается геометрия поверхностей что снижает долговечность,
— происходит шаржирование клапана и седла что тоже снижает долговечность. Алмазная паста гарантированно остаётся в металле.
При грамотном ремонте ГБЦ (станочном) в соединения клапан-седло притирка не требуется, при условии что соблюдены ширина и углы фасок, и зазоры в направляющая — клапан.
Без притирки:
— правильная геометрия для продувки
— прилегающие ровные плоскости улучшающие теплоотвод от клапана,
— долговечность из-за чистой обработки поверхностей,
п.с. про керосин вообще бред

Конечно-конечно, станки должны работать и амортизироваться, а то, если все будут тереть и голимым нивеем работать-кто ж на Роттлер пойдет!((Открою тайну-у меня есть Саньен!)))) Работает!)
Открою тайну: станков у меня нет. И про их названия ничего не писал.
И не использую притирку с 90х годов.
Ну и чудненько! Удачи!

Ну вы блин даёте, 25 лет занимался притиркой работая в европе по ремонту дизелей, и оказывается всё не так делал. Керосин, карандаш, воздухом пресуют этим не кто не занимается. Да есть шлифовочные машинки для проточки сёдел и клапанов (шпиндель) и разница между плоскостью седла и шпинделя 0,2 градуса. Это сделано специально что во время работы поясок сам становится шире по мере наработки моточасов. Направляющие шпинделя меняются если шаблон проходит через его. В инструкциях по притирке ясно сказано если раковины не глубокие то их не надо выводить на все 100% чтобы сохранить навареный стелитовый слой на шпинделе. А алмазная паста одна из лучших в притирке, но видать не здесь.

Пасту готовлю для притирки сам. Притираю клапан( новый или подготовленный) вручную 2-3 минуты на клапан, особое внимание впускным клапанам.После промывки места притирки и клапанов проверяю керосином (клапана без пружин, время проверки 20 мин. Этого времени достаточно. Развёртываю сёдла только после проверки на прилегание клапана и седла, а также замене направляющих клапана.

Не страдайте ерундой, — сначала развертки (входной конус, после рабочая поверхность седла клапана) потом сам клапан, обработанный на токарном станке то же в той же последовательности. И поверьте, если все гуд, то притирка не нужна. После данных манипуляций керосиновый тест проходит на ура. А тереть седла в непонятных геометриях (износ клапана, геометрия направляющей) это анонизм.

я использую только Permatex

Компаунд (паста) для притирки клапанов и Берлинская лазурь?
как то для всего и все делает. подозрительно

я использую только Permatex
Отличная паста. И смывается водой. Цена может и дороже остальных, но качество и характеристики стабильно высокие.

Бери такую как Pilot65 показал! я первый раз клапана притирал, и мне эту пасту дали. притёр идеально, мотор дизельный работает как положено

.Паста притирочная клапанов ВМП-АВТО 40г Пр, бери не ошибешься, проверенно неоднократно, только не алмазную.

.Паста притирочная клапанов ВМП-АВТО 40г Пр, бери не ошибешься, проверенно неоднократно, только не алмазную.
Самое оно, красную не бери!
.Паста притирочная клапанов ВМП-АВТО 40г Пр, бери не ошибешься, проверенно неоднократно, только не алмазную.
Я к такой и склонялся, либо к zollex

притирка нарушает геометрию седла и клапана, и забивает микро поры чугунных седел, не притирают клапана нормальные люди на свеже собранном моторе, просто можно откорректировать седла если есть недостатки
Нормальные люди проверяют на керосин и идут бить морду горе-станочникам, которые Саньенами да Роттлерами денег заработали, а клапана на свежесобранном текут!Даже после Нивея -притирать!
может на жигули текут или на прочем шерпотребе… собирая нормальный мотор ничего не течет, на заводе кстатитоже не притирают
Падаю ниц, о сэнсэй!)))На заводе и текут! Пример-купленная новая головка А 4 в сборе керосина не держит. Привет Роттлеру!
DimitriyCustom
может на жигули текут или на прочем шерпотребе… собирая нормальный мотор ничего не течет, на заводе кстатитоже не притирают
На заводе когда все новое и прирезано то просто пришлепывают, а дошлепывается при первых минутах работы двигателя.
Притирать надо всегда после переборки и проверять керосином. Именно притирка дает возможность полного прилигания клапана к седлу.
а еще она убивает прилегание кромок клапана )
ничего она не убивает если не будете использовать алмазную пасту
DimitriyCustom
а еще она убивает прилегание кромок клапана )
а вы считаете что герметичность клапана достигается кромкой или плоскостью?
Он думает, что кромкой!)))) Мануалы мы не читаем, они -для аматоров!)))) Боги 80 лэвэла молотком притирают!

Нормальные люди проверяют на керосин и идут бить морду горе-станочникам, которые Саньенами да Роттлерами денег заработали, а клапана на свежесобранном текут!Даже после Нивея -притирать!
Истину глаголете. Я так после станочников когда забирал ГБЦ, чуть не подрался, так они мне доказывали, что после их супер-пупер оборудования притирка не требуется, а притирать пришлось всё. Хотя станочники были хорошие. Аргументировали, что мол остальные собирают и огонь, зачем притирать.
После паст ВМП-АВТО, все равно были потёки керосина через некоторое время, купил Permatex, переделал потеющие клапана и керосин за три часа никуда не делся.
Так что притирать однозначно, только без дрелей и фанатизма, ручками, мелкой, желательно безалмазной пастой. Ну и +++ Permatex.
клапан притирается пристукиванием в рабочем моторе, и для теста 3 раза собирали мотор на текущих от керосина клапанах, мерили компрессию все в норме, да и потом снимали головку после пробега в 500км и клапана уже не пропускали керосин … поэтому это актуально наверно только для владельев жигулей
Совершенно не было никакого желания экспериментировать на своём моторе. Мне притереть не жалко. А скидывать ГББЦ на турбодизеле для проверки правильности теории о пристукивании не хочется аж никак.
Истину глаголете. Я так после станочников когда забирал ГБЦ, чуть не подрался, так они мне доказывали, что после их супер-пупер оборудования притирка не требуется, а притирать пришлось всё. Хотя станочники были хорошие. Аргументировали, что мол остальные собирают и огонь, зачем притирать.
После паст ВМП-АВТО, все равно были потёки керосина через некоторое время, купил Permatex, переделал потеющие клапана и керосин за три часа никуда не делся.
Так что притирать однозначно, только без дрелей и фанатизма, ручками, мелкой, желательно безалмазной пастой. Ну и +++ Permatex.
притираю DoneDeal в банке которая на две части. норм. с пермтексом не сталкивался.
За DoneDeal ничего сказать не могу, у нас её нет, а Permatex всяко лучше ВМП, т.к. даже синяя, крупная она.
Нормальные люди проверяют на керосин и идут бить морду горе-станочникам, которые Саньенами да Роттлерами денег заработали, а клапана на свежесобранном текут!Даже после Нивея -притирать!
нормальные люди делают головы и клапана на станках и кривыми руками туда не лезут, ни прямыми, и нокго не подпускают

DimitriyCustom
притирка нарушает геометрию седла и клапана, и забивает микро поры чугунных седел, не притирают клапана нормальные люди на свеже собранном моторе, просто можно откорректировать седла если есть недостатки
Вот спасибо! А я то дурак на флоте их тер и тер! Тер и тер :)))
опять повторю, на нормальных моторах… жигули, кетайцы, корейцы мимо думаю с этим делом ))
Повторяю вновь. Тер и после проточки на дизелях судовых. Всю жизнь. Рассказывать мне не надо про малыши автомобильные. Сам много чего поведать могу. Что и как. :))) И компрессию измерял после притирки. Тер и «на карандаш» и «на поле» и «на соляр».
DimitriyCustom
опять повторю, на нормальных моторах… жигули, кетайцы, корейцы мимо думаю с этим делом ))
У нас каждую неделю положено теплоизмерения делать. Pz, Pc, и tС на номинальных нагрузках. :)))

я пудрой алмазной притираю, немножко моторного маслица и вперед.
Притирочная паста – купить или сделать самому?
Для специальной обработки различного машино- и судостроительного оборудования – корпусов и пробок кранов, гидравлических агрегатов, седел и других элементов двигателей, применяется притирочная паста. О ней разговор в статье.
1 Поршневой механизм автомотора – эффективен ли он без притирки?
Домашними мастерами притирочная паста используется для обработки клапанов автодвигателей. Мотор любого транспортного средства – это набор сложных узлов и механизмов. Правильно функционировать они будут лишь в случаях, когда все их элементы слаженно и четко взаимодействуют друг с другом. Проблемным элементом силового автомобильного агрегата являются клапаны. Интересующие нас составы как раз и используются для повышения качества их работы. Притирки дают следующие результаты:
- удаление лишнего тепла от тарелок клапанов;
- высокий уровень герметичности клапанного (шатунно-поршневого) механизма.

После грамотно выполненной притирки зазоры между клапанами становятся минимальными, что обеспечивает важный эффект – повышение общего уровня компрессии механизма. Мотор начинает функционировать без сбоев. Необходимость в притирке чаще всего возникает после капремонта двигателя. А сама процедура выполняется при помощи притирочной плиты или шарошками.
2 Виды притирочных составов – ГОИ и ВМП-Авто
Смеси, используемые для обработки деталей в судо- и машиностроении, изготавливаются в виде абразивных паст (реже – порошков). Они могут быть крупно-, средне- и мелкозернистыми. Для работы с двигателями обычно применяются составы с мелким зерном. Но в некоторых ситуациях (старые детали, большие зазоры между клапанами) используют и крупнозернистые пасты или порошки, предназначенные для грубой обработки поверхностей из алюминиевых сплавов, меди, чугуна, углеродистой стали.

Самая известная притирочная паста среди отечественных автомобилистов – ГОИ. Выпускается она в кусках абразивного материала либо в цилиндрических тюбиках высотой 5 см, сечением 3,6 см. ГОИ не только снимает лишние слои с металлических поверхностей и придает последним минимальную шероховатость, она также увеличивает показатель устойчивости обработанных клапанов к износу. За счет этого детали эксплуатируются намного дольше.
ГОИ – паста, относящаяся к категории мягких абразивов. Она бывает грубой, средней, тонкой. Первая из указанных характеризуется светло-зеленым цветом. Грубые составы рекомендованы для удаления слоев толщиной 20–40 мкм. Они незаменимы, когда необходимо убрать следы обработки металла шлифованием, шабрением, опиливанием. Средняя паста, имеющая темный цвет, обеспечивает более чистую поверхность. С ее помощью снимают слои толщиной 8–20 мкм. А тонкая ГОИ используется для финальной притирки (до 7 мкм). Она придает зеркальный блеск обрабатываемым поверхностям. Цвет тонкой пасты – черный с легким зеленоватым оттенком.
Широкое распространение получили и притирочные составы ВМП-Авто. Под этим брендом выпускается несколько видов паст – профессиональная, алмазная, классическая. Друг от друга они отличаются размером зерна. Профессиональная паста ВМП обеспечивает притертым поверхностям шероховатость не более 0,6, алмазная – до 0,5, классическая – до 0,7 мкм.
Самые популярные алмазные пасты с синтетическим и натуральным алмазным порошком разработаны отечественным Институтом сверхтвердых сплавов. Такие составы принято делить на крупные, средние, мелкие, тонкие. Алмазная паста выпускается в жидкой, мазеобразной и твердой консистенции. Автомобилисты обычно используют жидкие и пастоподобные составы. Они гарантируют высокую точность и качество обработки клапанов.
Алмазные пасты желательно использовать совместно с каким-либо составом для охлаждения (минеральное легкое масло, бензин, керосин). Эти жидкости позволяют выполнять притирку быстрее и эффективнее, а также увеличивают точность обработки поверхностей.
3 Делаем пасту сами – если не хочется платить за готовую смесь
Простой и при этом вполне эффективный притирочный состав несложно сделать самостоятельно. Рассматриваемые нами пасты состоят из порошка, который делается из:
- Синтетических алмазов, карбида бора. Такие пасты используются для снятия лишних слоев с твердых сплавов.
- Карбида кремния. Составы для обработки хрупких металлов и чугуна.
- Электрокорунда (хромистого, белого либо обычного). Этот порошок чаще всего и входит в пасты для притирки элементов автодвигателей.
Посмотрим, как самому изготовить смесь для обработки клапанов. Вам нужно найти немного абразивной крошки, содержащей уже упомянутый корунд или иной порошок. Такой материал несложно добыть в любом наждачном приспособлении или станке. Просто соберите немного крошки с камня наждака.
Если станок использовался ранее, абразивные частички в нем будут смешаны с металлом. Вам следует отделить ненужные примеси от абразива. Делается это при помощи обыкновенного магнита. Разложите на ровной поверхности собранную смесь. Поднесите к ней магнит и соберите абразив, оставив ненужные добавки. После этого влейте в собранную крошку немного масла (можно использовать любое) и тщательно перемешайте состав до кашицеподобного состояния. Самодельная притирка для клапанов готова! Пользуйтесь.
ABRO › Blog › Как и зачем притирать клапана| Притирочная паста

В процессе работы двигателя как дизельного, так и бензинового, на клапанах впускного и выпускного вала образуется нагар. Это происходит вследствие неправильной работы топливной системы, турбонаддува, вентиляции картера, а так же систем экологии EGR.

В результате происходит частичная разгерметизация камеры сгорания. Если выпускной клапан плотно не закрывается, то топливная смесь не только теряет воздух, который поступил в цилиндр, но еще и всасывает обратно выхлопные газы. Это вызывает скорое прогорание клапанов, износ направляющей втулки клапана, разбитие седла клапана, износ рабочей фаски клапана.
Поэтому при ремонтных работах, связанных со снятием головки блока цилиндров (далее по тексту ГБЦ) и заменой клапанов, осуществляется процесс притирки очищенных или новых клапанов в седла при помощи притирочной пасты.
Сегодня мы разберем, как правильно делать притирку клапанов.
Что понадобится:
1. Притирочная паста.

Специально разработанный состав для притирки клапанов в двигателях.
Одним из компонентов является Карбору́нд — техническое название синтетического материала Син: карбид кремния
Сфера применения:
Притирка клапанов к седлам ГБЦ. Также используется для полировки никелированных и хромированных деталей.
КРУПНОЗЕРНИСТАЯ (Зернистость 80 гранулквадратный дюйм)
Удаляет последствия прогара клапана, износ направляющей втулки клапана, просадка, и разбитие седла клапана, износ рабочей фаски клапана.
МЕЛКОЗЕРНИСТАЯ (Зернистость 220 гранулквадратный дюйм)
Окончательная посадка клапана в седло, восстановление герметичности.
— Возможность достигать любого уровня зернистости пасты, добавляя в состав масло.
— Обеспечивает получение оптимальной шероховатости обрабатываемой поверхности и повышение производительности работ.
2. Рассухариватель клапанов – универсальный инструмент для снятия «сухарей клапана».

3. Шуруповерт, шпилька, 2 кусочка шланга, небольшая пружинка.

4. Набор инструментов.
5. Прямые руки.
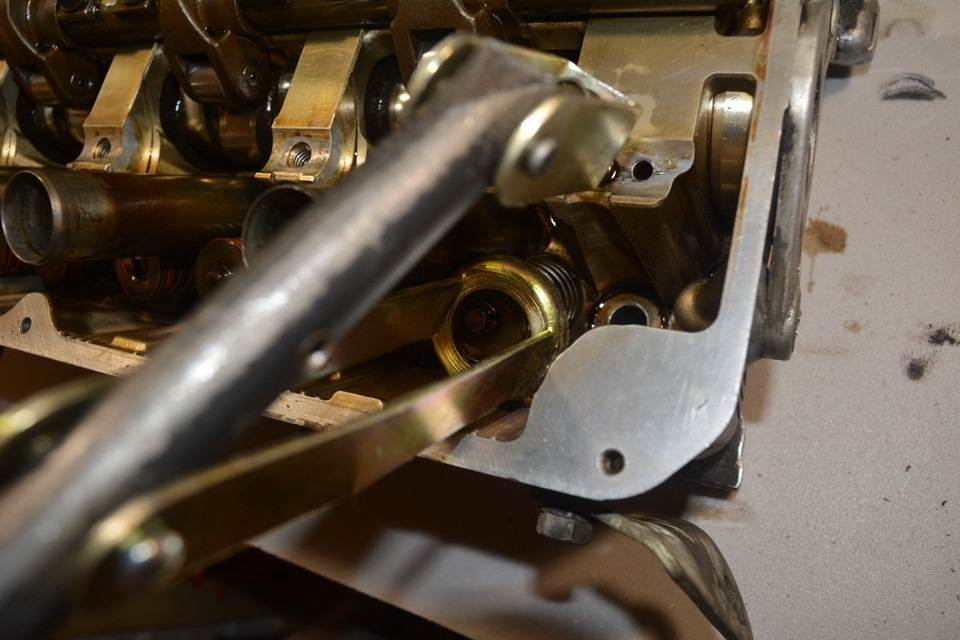
Снимаем оси.
Процесс притирки клапанов мы покажем на примере двигателей H5 и Н2 автомобиля Great Wall HOVER.
Итак, мы уже демонтировали ГБЦ, проверили на плоскость, выяснили, что отклонений нет, следов пробоя тоже нет.

Снимаем оси с коромыслами. Они держатся за счет пяти болтов на впуске и восьми на выпуске.
Откручивается все довольно просто ключом на 12.

При съеме коромысел нужно быть внимательным с осью: на двигателях у Н5 и Н2 могут выскочить гидрокомпенсаторы.

В нашем случае гидрокомпенсаторы сильно изношены, поэтому был установлен комплект новых.
Важно! Если у вас гидрокомпенсаторы в хорошем состоянии, то лучше их не вынимать и не сжимать, чтобы не ушло масло.

Что такое сухари?
«Сухари клапанов» — вспомогательные детали, предназначенные для соединения тарелки пружины клапана с клапаном таким образом, чтобы пружина клапана постоянно поддерживала его в требуемом положении.
Вкручиваем болт в одно из отверстий под осью и устанавливаем рассухариватель.

Берем в одну руку инструмент, в другую — магнит или пинцет для извлечения сухарей.
Пружины и клапаны ставим по порядку, как были в ГБЦ, чтобы не путать местами.

У одного впускного клапана оказалась потертость от тарелки сверху пружины, заменяем на новый.

Очищаем клапаны от нагара и прочищаем каналы ГБЦ.

Первый этап
Клапаны были хорошо «подпорчены», поэтому притирать пришлось в два этапа крупнозернистой и мелкозернистой пастами.
Собираем конструкцию как на фотографии.

Наносим крупнозернистую притирочную пасту по периметру клапана.

Вставляем конструкцию в седло и надеваем свободную часть трубки на шуруповерт.

На малых оборотах вращаем клапан в седле сначала по часовой стрелке, потом в обратном направлении, приподнимая иногда клапан (в этом нам помогает пружина).
Второй этап.
Двумя трубками и мелкозернистой пастой вручную доводим клапаны до финиша.

Процесс напоминает добычу огня, но через пару оборотов необходимо поднимать клапан и смещать на 30-40 градусов, чтобы он не шлифовался в одном положении.

Наличие раковин и неровностей не допустимо ни на клапане, ни на седле!

Ставим клапаны на место, идем на улицу проверять работу.
ГБЦ переворачивается пластиной вверх, свечи закручиваются с обратной стороны как на фото, на клапаны наливается керосин. Если керосин не проник в зазор между клапаном и седлом, значит мы все сделали правильно.

Если где-то уровень ушел, опять разбираем и притираем:)
Вот и все, ГБЦ готова к сборке, осталось обработать прокладку ГБЦ герметиком-спреем медным для прокладок, о котором мы поговорим в следующей записи.
За фотоматериал и помощь в подготовке статьи, благодарим Shustrii
Пасты для притирки клапанов. Какую выбрать?

Впускные и выпускные клапаны автомобильных двигателей работают в очень тяжёлых условиях, поскольку повышенные рабочие температуры в сочетании с интенсивным трением обуславливают интенсивный износ. Чтобы этот процесс происходил медленнее, клапаны притирают, используя различные формулы притирочных паст.
Зачем притирать клапана?
Притирка представляет собой разновидность полировки, когда абразивные частицы, попадая между деталями разной твёрдости, внедряются в более мягкий материал. В результате чистота поверхности более твёрдого изделия в паре трения возрастает. Притирочные составы широко используются в практике авторемонта для получения правильного сопряжения угловых размеров клапана и седла. У правильно притёртых клапанов площадь поверхности контакта увеличивается примерно вдвое.
Качественная притирка клапанов решает, таким образом, две задачи:
- Создаёт лучшее уплотнение между клапаном и головкой, что предотвратит выход газов во время такта сжатия.
- Предотвращает подгорание клапанов, поскольку увеличенная площадь контакта обеспечивает лучший отвод тепла от клапанов к головке.
Притирка реализуется нанесением специального состава – притирочной пасты для клапанов — на края клапанов с последующим их вращением по головке.

Состав притирочной пасты
Основными компонентами паст для притирки клапанов являются:
- Масло, повышающее теплоёмкость и уменьшающее температуру на притираемых поверхностях. Некоторые пасты, с целью снижения вязкости, производят на водной основе.
- Мелкодисперсный абразив, производящий полировку.
- Антиокислительные вещества, снижающие механохимический износ.
- Ингибиторы коррозии, положительно влияющие на долговечность клапана.
- Осветляющие составы.
Эффективность любой притирочной пасты для клапанов определяется видом абразива. Используются карборунд, алмазная крошка, диоксид кремния, стекло, окись алюминия, а также карбиды кремния и бора.

Притирочная паста для клапанов классифицируется от грубо- до мелкозернистой. В грубозернистой пасте абразивные частицы достаточно крупные, поэтому она используется для грубой притирки. Чем выше показатель зернистости притирочной пасты, тем более тонкую притирку можно ею выполнить.
Масло и шлифовальная паста имеют противоположные функции: в то время как абразив увеличивает трение, масло стремится уменьшить его, ограничивая одновременно режущее воздействие. Масло (или вода) являются также основой, в которой происходит перемещение абразивных частиц при притирке.
Некоторые пользователи самовольно снижают исходную вязкость пасты, что недопустимо: в результате уменьшается нагружающее усилие и режущее воздействие абразивных частиц на притираемые поверхности. Сами же частицы быстрее вымываются, что приводит к росту расхода притирочного состава.

Особенности притирки
Независимо от марки пасты для притирки клапанов стоит придерживаться следующих рекомендаций:
- Перед началом работ необходимо как можно более равномерно прижать притираемую деталь к слою притирочной пасты.
- Притираемый элемент следует в процессе притирки постоянно прижимать, до появления излишков состава в зазоре между деталями.
- Вращение притира должно производиться до тех пор, пока усилие перемещения сопрягаемых частей не уменьшится: это свидетельствует о том, что абразивные частицы выдавлены из зоны обработки, и там находится только масляная или водная связка.
- Если притирку необходимо продолжить, то старую пасту удаляют, и наносят свежую.

Контроль качества притирки клапанов в домашних условиях можно выполнить двумя методами – «на карандаш» и «на керосин». В первом случае на поверхность, используя мягкий карандаш, наносят до шести рисок, которые должны располагаться в радиальном направлении. Притёртые детали накладывают, и выполняют 2…3 оборота. Если риски остались, притирку необходимо продолжить. Для проверки «на керосин» сопрягаемые детали насухо вытирают и размещают на листе чистой белой бумаги, после чего в зазор вливают немного керосина. Если через 6…7 часов на противоположной стороне следов керосина нет, притирка может считаться завершённой.
Паста для притирки клапанов. Какая лучше?
Нижеприводимый рейтинг паст составлен преимущественно на основе отзывов самих автолюбителей:
- «Классическая» (производитель ВМПАвто, Россия). Подходит для всех типов двигателей, отличается двухкомпонентным составом, что позволяет последовательно выполнять грубую и тонкую притирку. Крупность зёрен – от 0,53 до 0,9 мкм, причём они вступают в работу постепенно, по мере изменения шероховатости обрабатываемых поверхностей. Цена вопроса – от 600 руб. за 400 г продукта. Отметим, что ВМПАвто выпускает под той же маркой узкоспециализированные пасты – алмазную и профессиональную, которые подходят соответственно только дизельным и бензиновым двигателям. Цена таких паст выше: например, для алмазной – от 220 руб. за упаковку 100 г.
- ABRO Grinding Paste GP-201 от торговой марки ABRO (США). Также содержит крупно-и мелкозернистые компоненты, которые располагаются в отдельных частях ёмкости. Экономна в расходе, хорошо удерживается на притираемой поверхности. Цена упаковки массой 100 г – от 150 руб.

- Эффект (производится в Санкт-Петербурге). Упаковка включает два флакона с крупно- и мелкозернистой пастой, а также дозатор для облегчения процесса притирки. Цена – от 160 руб. за 90 г продукта.
- Permatex (производитель — США). Относится к группе компаундных водорастворимых паст, при помощи которых можно выполнять не только притирку клапанов, но и очистку хромированных поверхностей автомобиля. Цена – от 550 руб. за упаковку.
Следует отметить, что разделение притирочных паст на профессиональные и любительские достаточно условно, и выражается лишь в объёмах разовой упаковки продукта.
{kind=link}