Как сделать хонинговку своими руками?
VasKey › Блог › ТЕХНОЛОГИЯ ХОНИНГОВАНИЯ ЦИЛИНДРОВ

Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?

ЧТО ТАКОЕ ХОНИНГОВАНИЕ
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.

ЦЕЛЬ НАНЕСЕНИЯ
Причины хонингования цилиндров:
— приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
— точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
— получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.

ТЕХНОЛОГИЯ ОБРАБОТКИ
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
ТОНКОСТИ ПРОЦЕССА
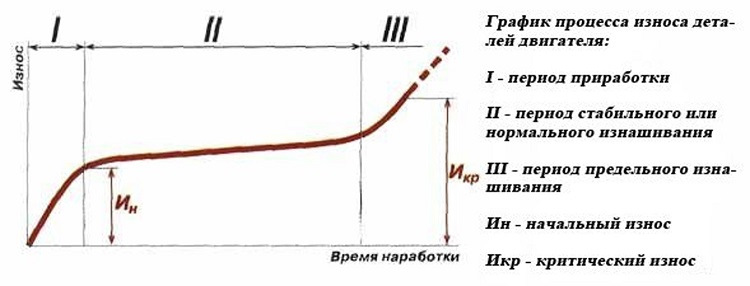
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
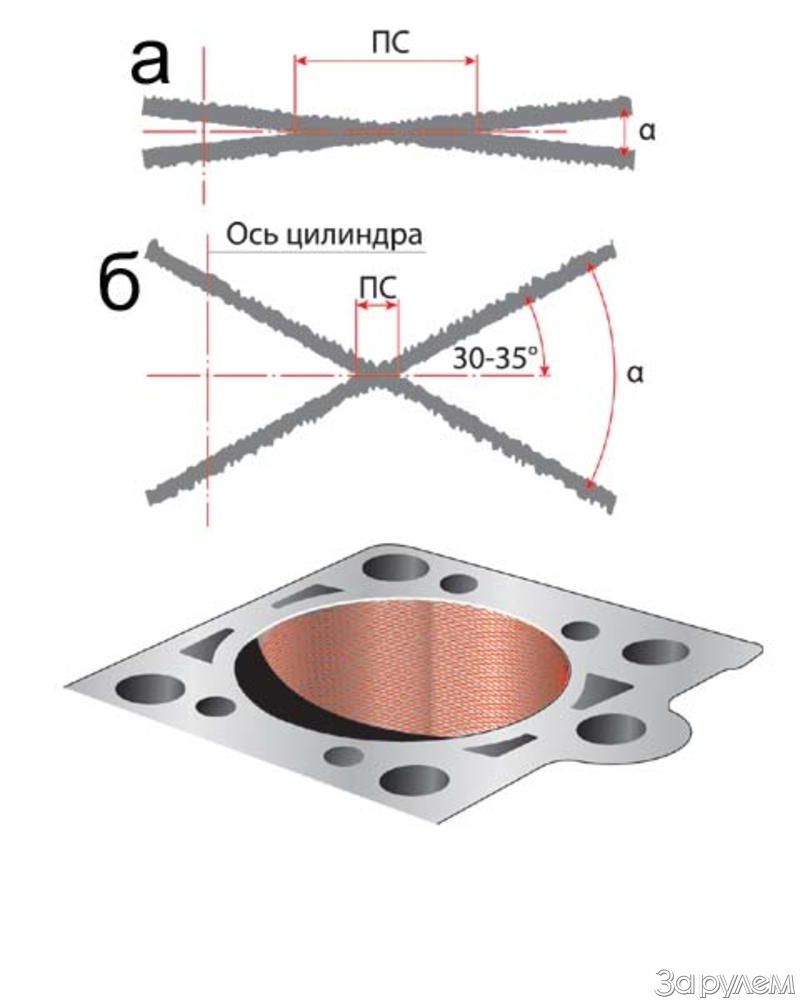
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
— не должны иметь рваных, острых кромок;
— отсутствуют деформированные участки;
— глубина, ширина должны быть однородными.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
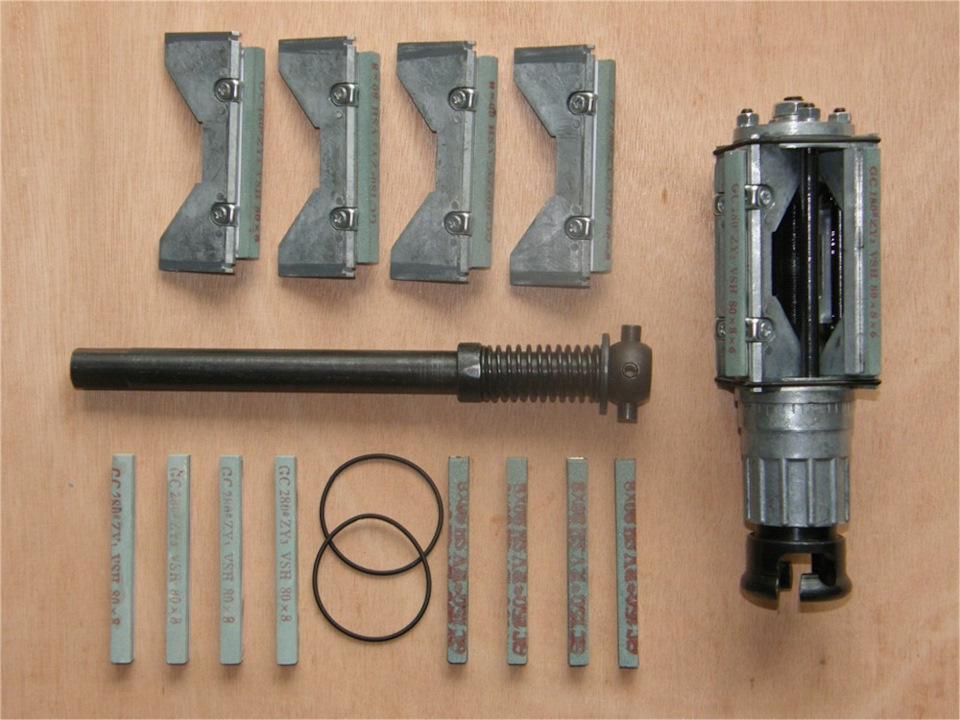
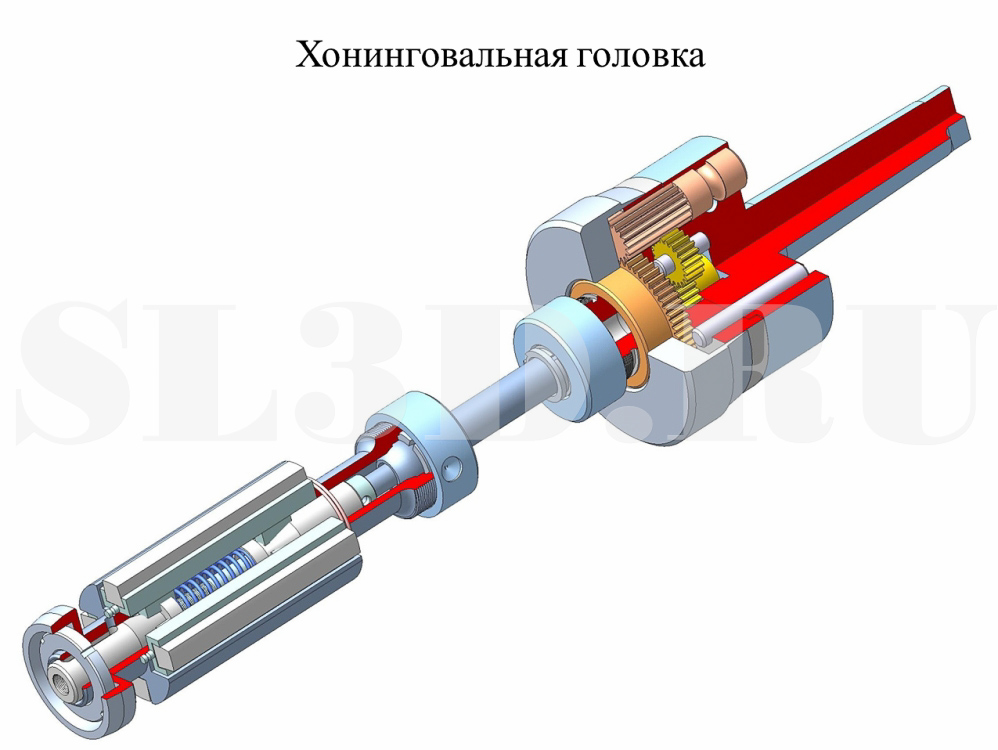
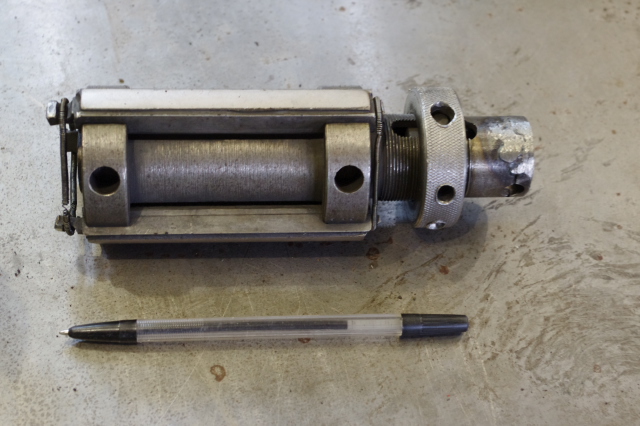
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
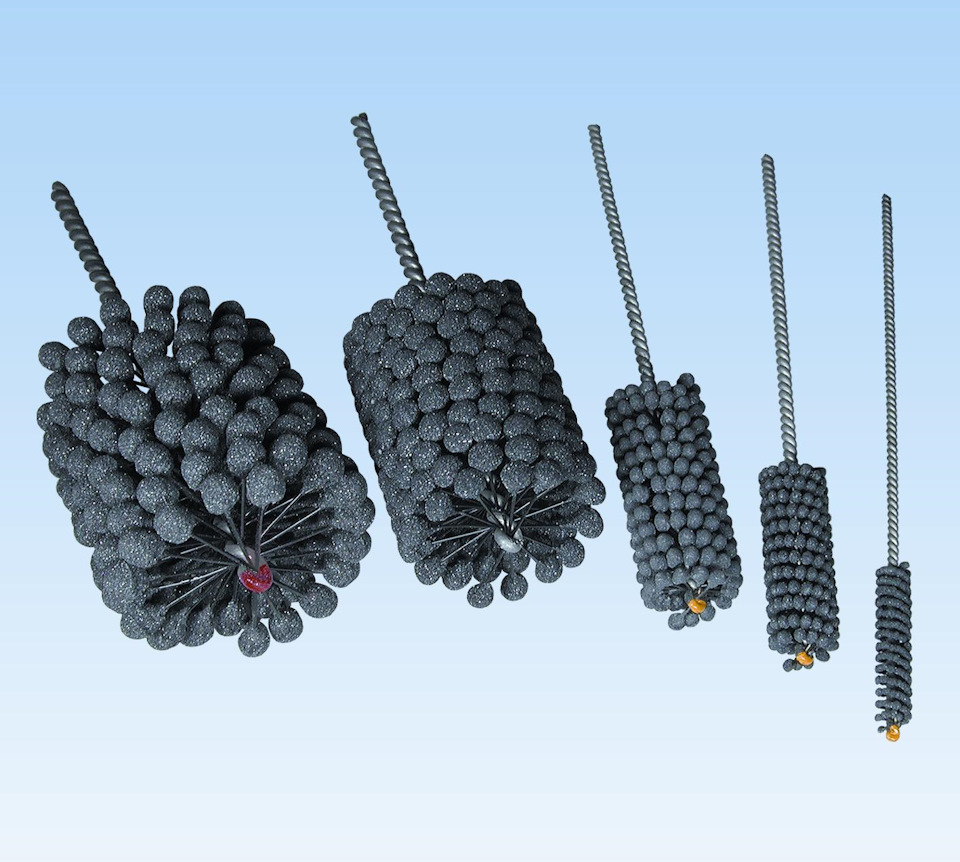
— гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
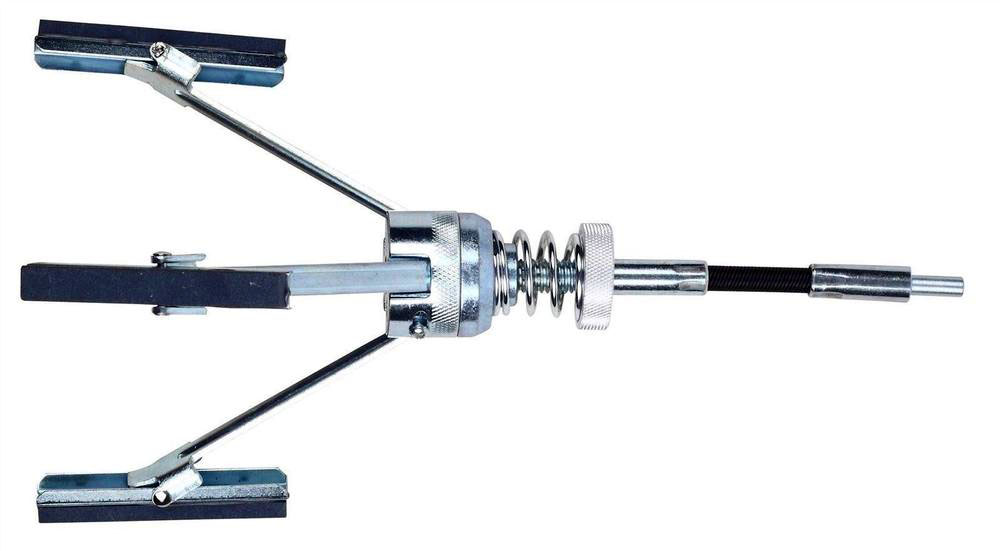
— 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.

ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Хонингование – легкий способ довести поверхность до идеала
Многие слышали об абразивной обработке металлов, но далеко не каждый знает про ее отдельные виды, так что ниже рассмотрим один из них. Речь пойдет про возможность осуществить хонингование отверстий своими руками, также узнаем, в каких случаях данный процесс целесообразно применять, обсудим его особенности и, конечно же, необходимые для работы инструменты и материалы.
1 Что это такое хонингование и каким оно бывает?
Итак, начнем с того, что же представляет собой сама абразивная обработка. Это вид механического воздействия на металл, которое осуществляется посредством специального инструмента. Причем делается это как вручную, так и на оборудовании. Главная цель — достижение более точных размеров, формирование заданного микрорельефа, а также улучшение качества поверхности детали — она становится более гладкой.

Если же говорить конкретно о хонинговании, то тут используют специальные инструменты – хоны, от которых, собственно говоря, и пошло название данного процесса. Чаще всего этим способом обрабатывают цилиндрические поверхности. При этом хон, на котором размещены специальные абразивные бруски, движется в двух направлениях: вращательном и возвратно-поступательном. Также очень важно, чтобы на поверхность достаточно обильно наносилась смазочно-охлаждающая жидкость.

В зависимости от особенностей процесс хонингования делится на следующие виды:
- сухое, когда не используется смазочная жидкость;
- вибрационное, в этом случае головка инструмента подвергается дополнительной вибрации;
- электрохимическое, при котором заготовка подвергается воздействию и механических сил, и электрохимическому влиянию одновременно;
- еще существует плосковершинное хонингование, применяемое для устранения впадин и бугров на поверхности изделия.
2 Оборудование и материалы для хонингования
Как уже было указано в самом начале, для этого вида абразивной обработки металлов используется специальное оборудование, рассмотрим же его особенности. Существуют так называемые многобрусковые инструменты, в основном содержащие от 5 до 8 брусков. С их помощью можно достичь максимальной точности геометрии той или иной детали. Что же насчет режущих элементов, так их установка осуществляется посредством центральной раздвижки, имеющей электромеханический либо гидравлический привод. Последний имеет некоторое преимущество, так как в этом случае можно более точно отрегулировать давление. Так что такой привод целесообразно использовать, например, при работе с изделиями из алюминия.

Станки, имеющие механический привод и меньшее количество хонинговальных брусков, непригодны для работ с таким «мягким» материалом, так как в этом случае ни требуемого качества, ни заданных размеров достичь не удастся.

Особые требования предъявляются к качеству брусков и смазочно-охлаждающей жидкости. Для того чтобы резание осуществлялось достаточно интенсивно и дало желаемый результат, необходимо обеспечить самозатачиваемость бруска. А значит, все затупившиеся зерна должны ликвидироваться с поверхности путем вырывания или же скалывания. Данным параметрам идеально подходят сверхтвердые материалы, такие как эльбор или алмаз, зерна которых остаются острыми на протяжении длительного периода. При этом в процессе износа преобладает их микроскалывание, а не полное вырывание, что продлевает жизнь такому инструменту.
3 Особенности процесса и сфера применения хонингования
Итак, рассмотрим технологию хонингования и ее особенности. Как при любом виде абразивной обработки в этом случае происходит контакт между заготовкой и инструментом. При этом последний наносит на поверхность детали микрорезы, то есть, осуществляется царапание абразивными частицами, размеры которых обычно колеблются в пределах от 20 до 100 мкм — необходимо просто подобрать подходящее полотно. А вот разбег с количеством зерен еще более значительный, их может быть как 20, так и целых 400 на один квадратный миллиметр.
В общем, в процессе такого микрорезания происходит и снятие тончайшей стружки с поверхности металла, а также трение и его пластическое оттеснение. Огромную роль играет то, насколько правильно будут подобраны все параметры — начиная от размеров абразивных частиц и заканчивая скоростью вращения, а также прилагаемым давлением. В основном первая стадия процесса заключается в исправлении грубых погрешностей формы изделия. Осуществляется это посредством длительной обработки хонинговальными брусками. В этом случае скорость, с которой снимается слой металла, достигает 4 мкм/с.

Для того чтобы получить более гладкую поверхность либо же заданный микрорельеф, а также с целью упрочнения поверхностного слоя, применяют режим граничного трения, при котором снятие металла сводится к минимуму. Достигается данный режим путем повышения окружной скорости заготовки либо инструмента, а также снижения частоты колебания рабочих брусков и производимого давления.
Этот вид абразивной обработки используется во многих отраслях промышленности, особенно автомобильной. Так, например, подобным способом обрабатываются многие детали, в том числе и двигатели, а точнее, гильзы цилиндров, отверстия шестерней, поршневой и кривошипной головок шатунов, блоков цилиндров и т. д. Благодаря чему получаются максимально точные размеры этих самых отверстий, а поверхность становится идеально гладкой. Устраняются все погрешности в геометрии обрабатываемых деталей, которые могли возникнуть ранее.

Кроме того, способ хонингования применим и для обработки различных деталей топливной аппаратуры вроде труб. Им осуществляют обработку как глухих, так и сквозных цилиндрических отверстий, диаметром и 5 мм, и 800 мм, а длина иногда достигает двадцати метров. Также обрабатываются и иные типы просветов – конические, шлицевые, некруглые. Можно осуществлять одновременную обработку и нескольких соосных отверстий.
4 Технология хонингования в домашних условиях
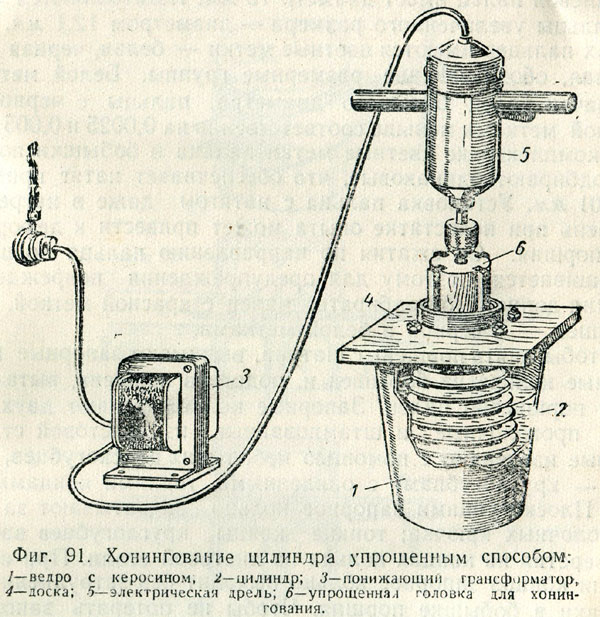
Как видно, данный процесс имеет огромное значение и нашел себя во многих сферах, однако стоит выяснить, можно ли осуществить его своими силами или все-таки придется обращаться в специализированные мастерские. В принципе, если вполне уверены в своих силах и имеете в распоряжении приспособление для хонингования цилиндров, то можно немного сэкономить и выполнить эту операцию дома.

Понадобится хон, лучше гибкий, который внешне напоминает ершик для мытья бутылок, но если есть традиционный, то и он вполне подойдет. Кроме того, необходимо подготовить дрель, защитные очки, хонинговочное масло, которое можно заменить керосином, и ветошь. Собрав все необходимое, зажимаем хон в патроне электродрели и обрабатываем им отверстие, предварительно обильно смочив поверхность жидкостью. Чтобы ввести инструмент внутрь обрабатываемой детали, необходимо сжать камни.

Движения должны производиться вверх-вниз, определить правильно ли вы их выполняете можно по появившейся на поверхности металла сетке. Узор должен получаться равномерным, а линии располагаться под углом в 60° друг к другу. Нельзя извлекать хон до тех пор, пока дрель полностью не остановится. В конце удаляется надфилем фаска, чтобы не возникало зацепов колец, при этом действуем крайне аккуратно, дабы не повредить поверхность обработанного отверстия. И тщательно вымываем деталь мыльной водой, дабы устранить следы абразива. После всех этих операций нужно просушить изделие и смазать специальным маслом, имеющим антикоррозионное действие.
Как сделать хонинговку своими руками?

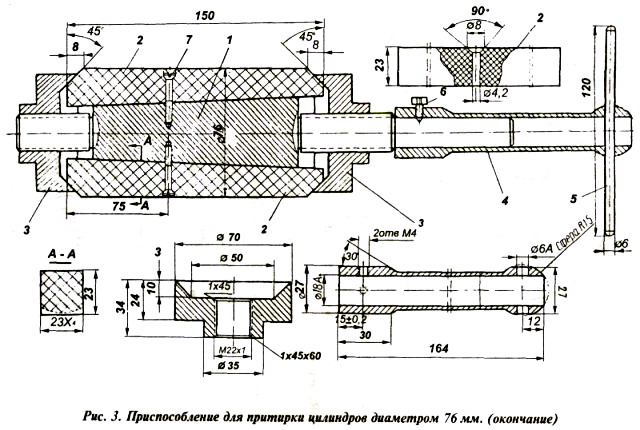
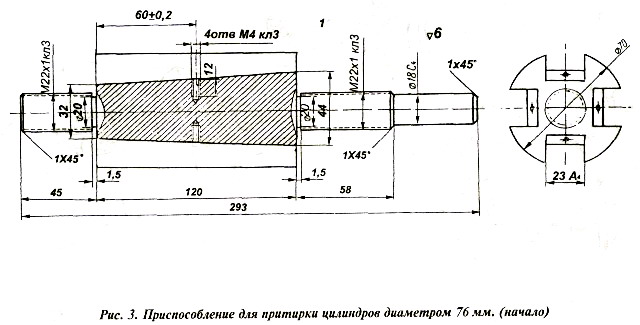
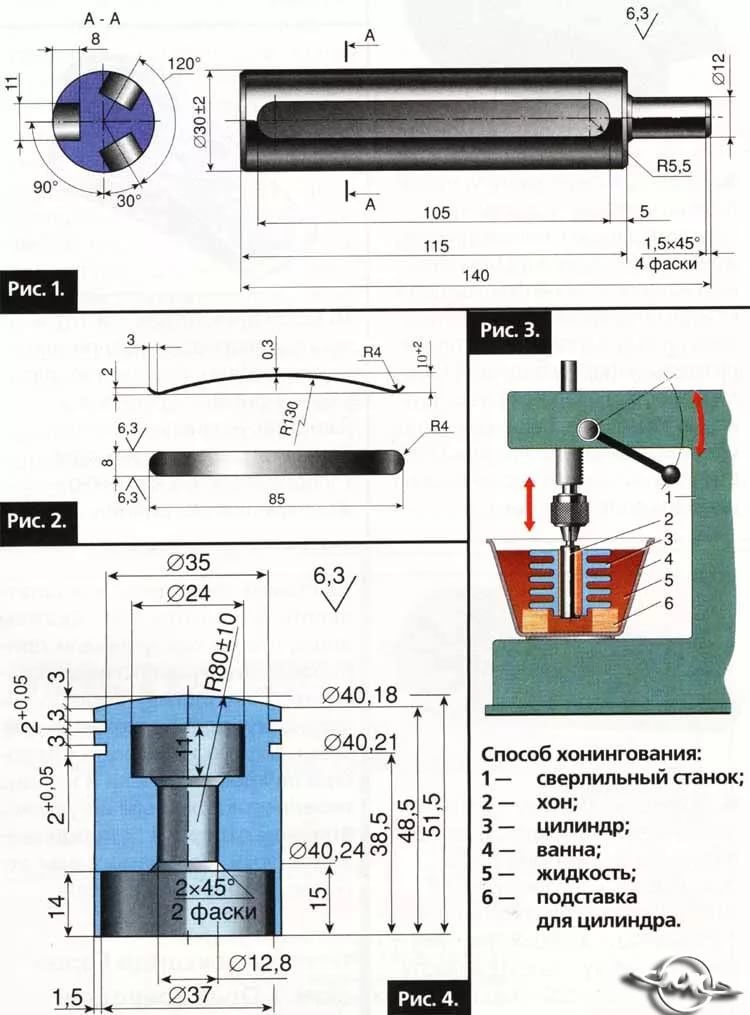
При ремонте цилиндра восстановить его первоначальную форму можно притиркой. Притир — это инструмент. Его несложно изготовить самостоятельно. Втулку делают из чугуна, остальные детали из стали. Втулка имеет один сквозной разрез или четыре несквозных. Это позволяет ей плотно прилегать к цилиндру. Зажатый в патроне сверлильного или токарного станка притир вводят в цилиндр и вращают не быстрее 50. 80 об/мин. На поверхность притира наносится паста, состоящая из мелкого абразивного порошка в смеси с маслом. До последнего времени такой порошок получали по-разному. Толкли стекло в ступе, терли друг о друга абразивные бруски и т. п. Сейчас в продаже появилась специальная паста «КТ» из порошка карбида титана. Она выпускается наборами, в которые входит несколько тюбиков. В каждом тюбике — паста своей зернистости. Для наших целей пригодны пасты зернистостью 150. 170, для окончательной обработки — 250. 400.
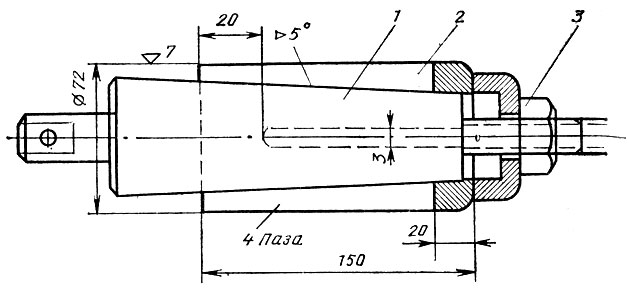
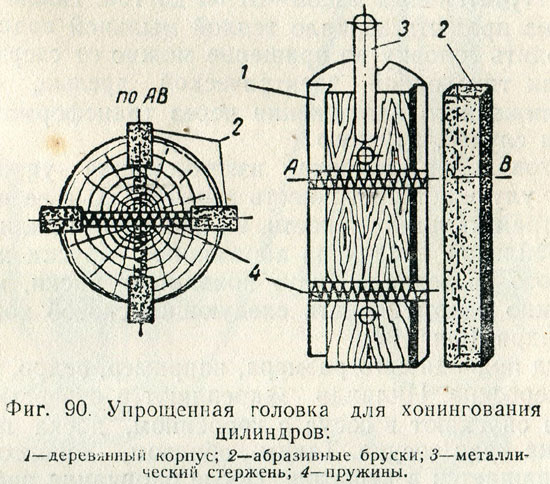
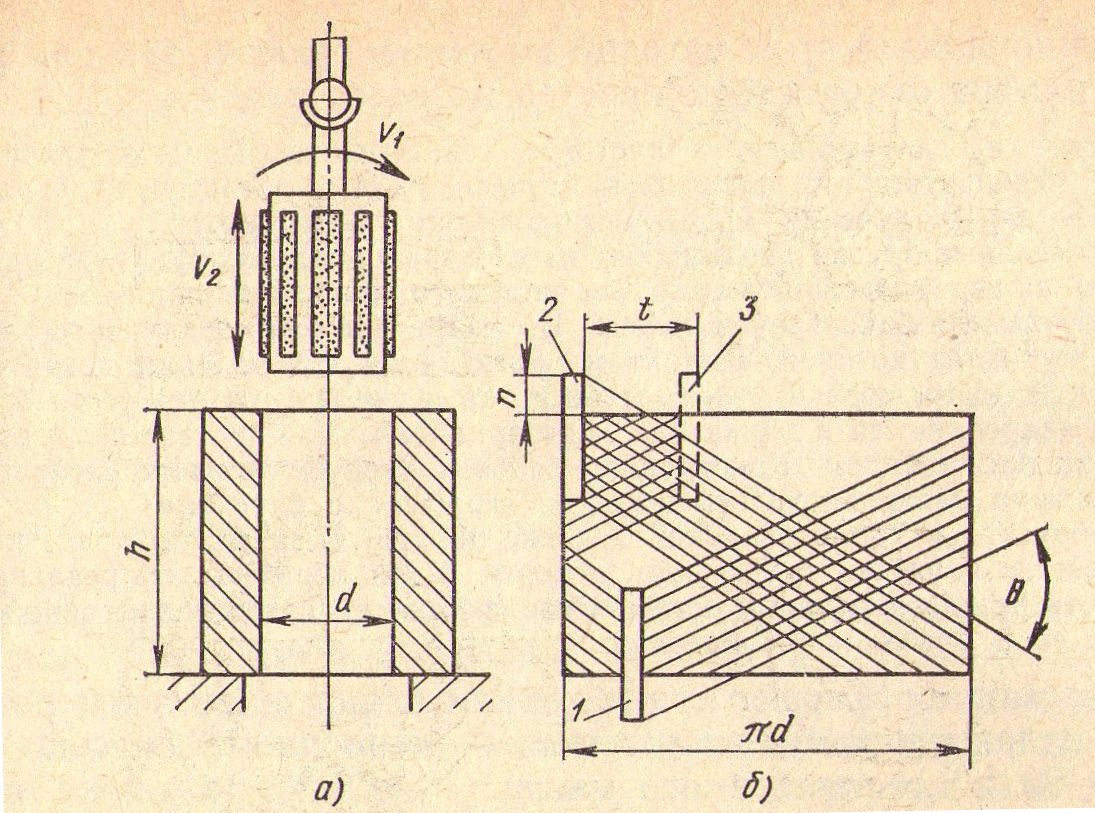
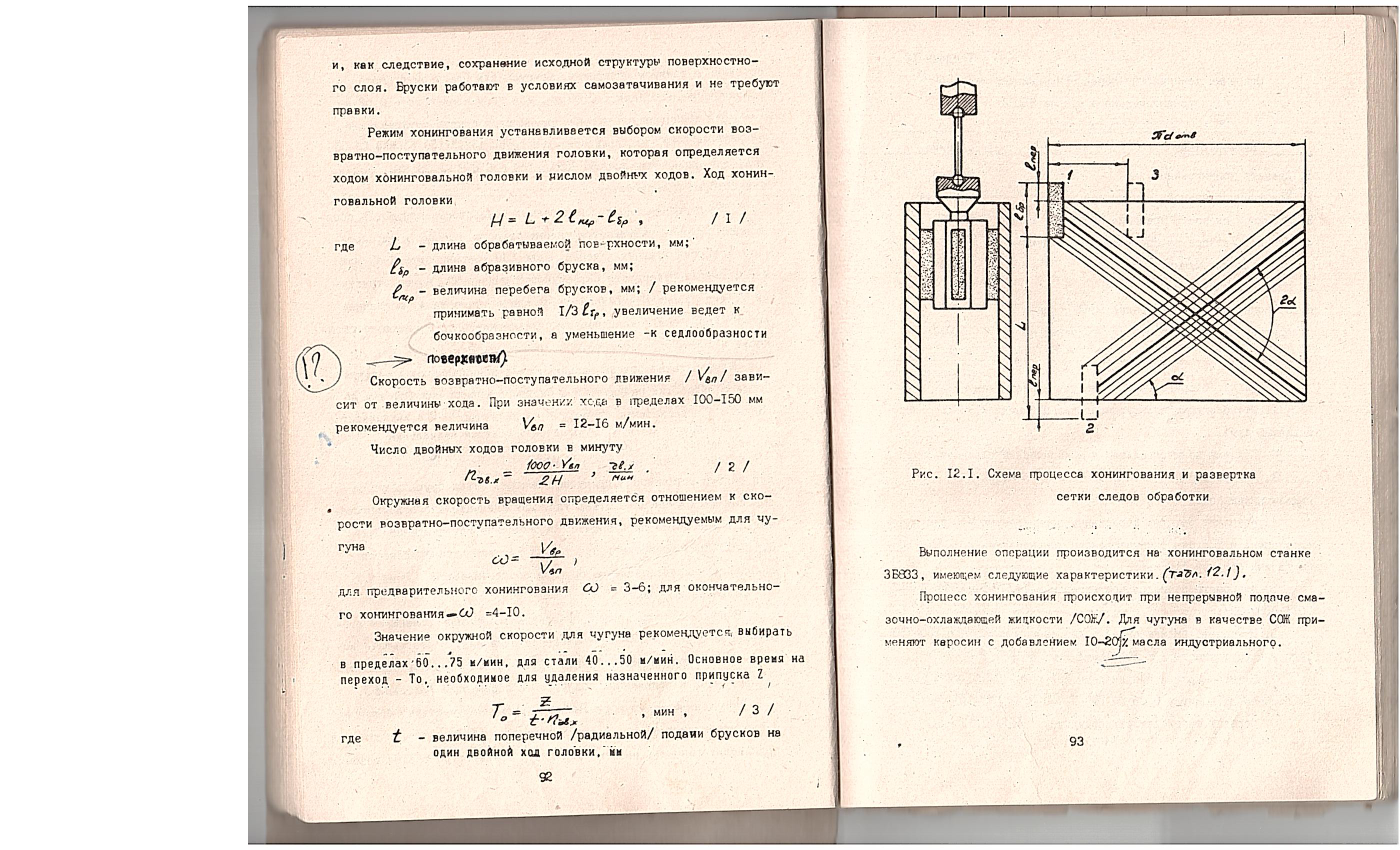
Для получения сетчатой и ровной поверхности цилиндра после его расточки на токарном станке применяют и другой способ: хонингование. Как операция притирки, так и эта получила название от инструмента — хона. Хон — деревянная болванка с центральным отверстием и четырьмя вертикальными пазами для абразивных брусков; бруски постоянно прижаты к зеркалу цилиндра пружинами. Для хона используют бруски той же зернистости, что и пасты для притирки. Хон должен вращаться с частотой 200. 220 об/мин при 60. 100 возвратно-поступательных ходах вверх-вниз за то же время. Обрабатываемую поверхность нужно обильно смачивать керосином. Как и во время притирки цилиндр нельзя жестко закреплять, его следует держать в руках и периодически переворачивать. Применяется предварительное хонингование для исправления погрешностей предыдущей обработки и чистовое )окончательное) хонингование для уменьшения шероховатостей.
Хонинговальные бруски изготавливают из электрокорунда или карбида кремния, как правило, на керамической и бакелитовой связке, зернистость 3-8 или М20, М28. Применяется также и алмазное хонингование , главное преимущество которого состоит в эффективном исправлении погрешностей геометрической формы обрабатываемых отверстий, а также уменьшении износа брусков в 150-200 раз по сравнению с износом обычных абразивных брусков.
Количество брусков в головке выбирают из условия, что их суммарная ширина должна составлять 0,2 -0,5 длины окружности отверстия. Рекомендуется четное число брусков в головке (8,6,4,2) с диаметральным расположением их по окружности. Крепление брусков производится клеями. Используется целлулоидный клей -25-30% целлулоида и 70-75% ацетона. Подача на глубину резания осуществляется за счет радиального раздвижения брусков механическим, гидравлическим или пневматическим устройством.
Процесс хонингования сопровождается охлаждением зоны резания. Используются керосин, смесь керосина и веретенного масла, водно-мыльные эмульсии. Скорость подачи жидкости 50-60 л/м для своевременного удаления пыли и стружки.






Для увеличения срока службы цилиндра делают мелкие каналы для масляной плёнки в виде сетки Х образной формы методом хонингования цилиндра.
Кольца поршня в цилиндре лучше притираются по всему периметру окружности без задиров и слизов.
Дело в том, что идеально расточить цилиндр невозможно, а притиром можно добиться доработки к идеальной поверхности формы цилиндра.
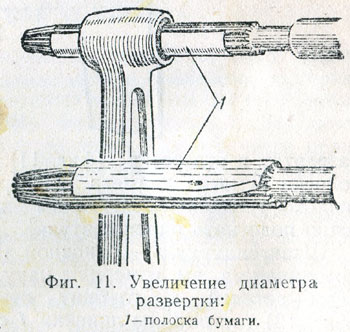
В любом случае надо, чтобы не угробить кольца поршня, доводить цилиндр притиром постоянной формы. Выточить из дерева сухого дуба притир, нарезать паз под наждачьку.
Притир должен не сильно плотно войти в цилиндр для восстановления формы цилиндра, чтобы не получилось конусности. По мере расточки удлинить наждачьку или подложить плотную бумагу под низ.
После притира, можно делать хонингование и доводку поверхности цилиндра к сетчатой и гладкой одновременно, хоновой головкой.
Дальше притирка колец поршня к цилиндру в работающем двигателе, методом резких скачков оборотов двигателя ручкой газа, в результате чего кольца поршня снимут стружку с поверхности сетки хона цилиндра, где есть неровности и микро шероховатости поверхности цилиндра, доводя до идеальных размеров контакта колец с цилиндром. Кольца поршня хромируют и контактная поверхность твёрдая, легко стирает хонингованный чугун цилиндра, превращая в зеркальную поверхность, буквально в первый же день обкатки двигателя. Хонингование делают для притирки колец к цилиндру для получения компрессии и мощности двигателя. Цилиндр шлифуется хромированным слоем колец поршня до зеркальной поверхности, плюс остаются микронные бороздки для удержания масла на стенках цилиндра. Снять стружку при притирании колец с зеркальной поверхности цилиндра чревато последствиями сухого трения и залипания хрома в чугунном цилиндре. Кольцо теряет твёрдый слой пористого хрома и стирается в разы быстрее с потерей компрессии в цилиндре. Поршень отдаёт тепло цилиндру через кольца и масляную плёнку между ними.
На зеркальной отшлифованной поверхности цилиндра моторное масло снимается практически полностью, остатки будут расходоваться на угар, а забора нового масла происходить не будет. В подобном случае можно говорить о частичном или полностью сухом трении, в результате чего возникает ускоренный износ колец и стенок цилиндра.
Правильные способы хонингования цилиндров двигателя
Под этим процессом первоочередно подразумевается абразивная обработка хонами (хонингованными головками) поверхностей. Абразивные тросики прикрепляются к головке специального инструмента. Эта процедура является одним из этапов капитального ремонта моторов, она проходит для того, чтобы уменьшить шероховатость гильз и цилиндров, увеличить продолжительность работы двигателя. Как же протекает данная операция мы раскроем далее в статье.

Что такое хонингование
Что же именно представляет из себя хонингование или расточка цилиндров? Как мы уже упоминали, это очень важный этап в починке движка, так как он выступает финалом в капитальных работах над силовой установкой автомобиля. Расточка применяется к обработке не только уже нами перечисленных деталей, но и втулок, шатунов, постелей коленчатого вала и, более того, наносится на плоскости. Теперь разберёмся в самом важном вопросе: для чего же проводить данную процедуру, и какую пользу получит от этого ваш железный конь?
Для чего нужно хонингование двигателя
Любая деталь не служит долго. Каждой, в своё время, требуется ремонт, но находчивый водитель знает, что существуют методы и подходы, которые и жизнь детали продлят, и сэкономят сбережения. Хонингование блока цилиндров и есть один из таких выходов из положения. Что касаемо деталей двигателя непосредственно, то за свою службу они изменяются в параметрах. Что ещё менее приятно, так это появление царапин повсеместно.
Как вам прекрасно понятно, всё это очень пагубно влияет на работу мотора в целом, и вот к ухудшению чего это приводит:
- Компрессии.
- Использованию большего количества горючего и масла.
- Мотор не развивает былую мощность.
Поэтому стоит незамедлительно заняться ремонтными работами блока, чтобы в последующем не пришлось заменять кривошипно-шатунный механизм, а здесь речь идёт уже о совсем другой сумме. Также можно отметить, что при обработке можно поставить старые поршни на обновлённые гильзы, если они ещё в солидном состоянии.
Теперь поговорим о технологии обработки. Сама работа проделывается инструментом, от которого и пошло название операции, а именно — хоном. Он вращательными движениями проходиться по поверхностям, срезая слои металла совсем незначительных размеров. Для скольжения рабочие используют смазочно-охлаждающую жидкость. Зачастую это всем нам известный керосин, но допускаются и другие варианты на основе водно-масляных эмульсий. Главное — правильно рассчитать давление, чтобы добиться равномерной и правильной поверхности цилиндра.

Инструмент для хонингования
Основным профессиональным инструментом является конструкция, состоящая из брусков (абразивных материалов), которые отличны параметрами и уровнем абразивности. За счёт металлической оправы, в который закрепляются сами бруски, можно выставлять желаемые параметры. Головка, вокруг которой находятся бруски, муфтой присоединяется к штоку, который, в свою очередь, крепится в патрон станка.
К хонингованию вручную можно отнести два вида инструмента:
- Насадка для дрели или вообще шуруповёрта. Она напоминает по виду ёршик, ну а абразивным материалом выступает камни, закреплённые на кончиках пружинок.
- Устройство, складывающееся из трёх лап. Материал тот же, что и в предыдущем варианте, как и способ использования (т.е. при помощи дрели или шуруповёрта).

Целесообразность ремонта своими руками
Стоит ли проводить хонингование цилиндров своими руками? Лучше не рисковать и, если у вас есть возможность, прибегнуть к помощи специалистов, которые знают своё дело. Вам будет сложно создать нужное давление для получения нужной шероховатости поверхностей двигателей внутреннего сгорания. У человека, проводящего работу, не выйдут идеальные по форме детали.
Но, если вариантов не остаётся, то выбирайте устройства с тремя лапами.
Что лучше: хонингование или шлифовка цилиндров мотора
Разницей между двумя методами выступает то, что после шлифовки поверхность будет исключительно гладкой, а для того, чтобы задерживался смазочный раствор, должна присутствовать незначительная шероховатость. Поэтому, чтобы обеспечить качественное и обильное смазывание колец поршня, мы вам советуем прибегнуть именно к хонингованию деталей.
Конечно, некоторые мастера предпочитают не использовать хон, так как утверждают, что в любом случае в дальнейшей эксплуатации мотора образуется зеркало (так называется гладкая поверхность). Мы это не будем отрицать, но подумайте, как вы отсрочите следующий ремонт, если воспользуетесь щадящим хоном. Вы выиграете время и сэкономите.

Подведём итог нашей сегодняшней статьи. Не забывайте своевременно уделять внимание деталям вашего двигателя, как никак от него многое зависит. Надеемся, вам стали понятны плюсы, которые приносит с собой рассматриваемый способ обработки. Удачи вам и не забывайте оставлять комментарии ниже.
Блок цилиндров: расточка или хонингование?
Прежде чем погрузиться в «дебри» ремонтных технологий, ответим еще на один простой вопрос, являющийся ключевым: зачем вообще нужно растачивать и хонинговать цилиндры, какова цель всех этих операций? Другими словами.
Зачем ремонтировать цилиндры?
В принципе, ответ ясен — цилиндры ремонтируют, если они изношены. Правда, величина и характер износа могут быть весьма различными, и не всегда блок цилиндров даже долго «ходившего» мотора требует ремонта.
Обычно предельную величину износа цилиндров определяют по двум параметрам: износу в зоне остановки верхнего поршневого кольца в ВМТ и эллипсности зеркала, возникающей в зоне контакта стенки цилиндра с юбкой поршня. Первый параметр оценивается критической величиной около 0,05 мм, второй — около 0,03 мм. Если состояние цилиндра хуже, то из-за износа в верхней части (характерной «ступеньки» на стенке цилиндра) нарушаются условия работы поршневых колец, появляется их вибрация и не исключены удары о край «ступени», в результате чего износ колец и их канавок на поршне резко ускоряется. Эллипсность нарушает плотность прилегания колец к цилиндру и увеличивает зазор между поршнем и цилиндром. Вместе оба фактора приведут к прорыву газов в картер, снижению компрессии и возрастанию расхода масла, даже если в двигатель установить новые поршни и кольца. Правда, после такого «косметического» ремонта указанные параметры иногда приходят в «норму», но ненадолго — тысяч на 10-20 километров пробега.
Получается, что у изношенных цилиндров имеются недопустимые искажения в их геометрии, что требует ее восстановления до исходного состояния, то есть необходимо отремонтировать блок. Однако здесь и возникают проблемы, поскольку еще не совсем ясно.
Что нужно восстанавливать в цилиндре?
Грубо говоря, все геометрические характеристики блока цилиндров можно разделить на параметры «макро» и «микро». Макрогеометрия — это, очевидно, размеры, форма и взаимное расположение ремонтируемых и других (в том числе базовых, т.е. используемых для точной установки блока в станке) поверхностей. Проще всего восстановить размеры, а именно зазор между поршнем и цилиндром. Для этого достаточно увеличить диаметр цилиндра (к примеру, расточить) в соответствии с размером ремонтного поршня. Среднее значение рабочего зазора у большинства двигателей 0,04-0,05 мм — это та величина, на которую диаметр цилиндра превышает размер поршня, измеренный по юбке перпендикулярно оси отверстия поршневого пальца.
Несколько хуже обстоит дело с формой отремонтированной поверхности. Необходимо добиться (а это не так просто), чтобы эллипсность и конусность цилиндра не превышали 0,01 мм, иначе в цилиндре не получится стабильного рабочего зазора и хорошего прилегания поршневых колец.
В большинстве случаев при ремонте этим и ограничиваются малоопытные мастера, забывая о таких значимых параметрах, как взаимное расположение поверхностей. Речь идет прежде всего о перпендикулярности осей цилиндра и коленчатого вала — именно этот параметр во многом определяет не только ресурс двигателя в целом, но и некоторые более «второстепенные» характеристики, к примеру, шумность работы.
«Микрогеометрия» — это микропрофиль зеркала цилиндров. От того, какой получилась поверхность после ремонта, зависит трение и износ деталей, в первую очередь, поршневых колец. Для этого микропрофиль поверхности должен удовлетворять противоречивым требованиям — быть гладким, но одновременно и шероховатым, чтобы удерживать масло. Кроме того, необходимо, чтобы трущиеся детали имели минимальное время приработки.
Всем этим требованиям, как известно, лучше всего соответствует поверхность, имеющая впадины (риски) так называемой основной шероховатости глубиной до 0,005-0,010 мм и сглаженные (плоские) вершины — опорные поверхности. Такая поверхность формируется в процессе плосковершинного хонингования, о котором речь пойдет ниже.
Итак, искомые геометрические характеристики цилиндров определены. Дело за малым — обеспечить все это на практике.
Как ремонтируют блоки?
Вначале небольшое замечание. Как мы показали выше, количество параметров, контролируемых при ремонте блока цилиндров весьма велико, а их значения могут меняться на разных стадиях механической обработки. Очевидно, что добиться высокого качества ремонта можно, только грамотно выстроив всю последовательность операций механической обработки и непременно контролируя геометрию блока на каждой стадии. Поэтому будет ошибкой рассматривать поступивший в ремонт блок цилиндров как некую деталь, требующую ремонта. Это упрощенный подход, при котором весьма проблематично получить положительный результат. Мы советуем рассматривать ремонтируемый блок только как заготовку, которой предстоит пройти долгий путь, прежде чем она станет деталью.
Очевидно, превращение заготовки в деталь достигается не по мановению волшебной палочки — необходимо несколько условий: соответствующее оборудование, хороший инструмент и правильная технология. Сюда мы бы обязательно добавили и грамотного специалиста-ремонтника, без которого трудно рассчитывать на успех.
Итак, обратимся к практике ремонта блоков цилиндров. Здесь многое определяется оборудованием. Как известно, станки, используемые для ремонта блоков недоступны большинству широкопрофильных СТО по причине высокой стоимости. Такой станок необходимо окупить, для чего нужна его загрузка соответствующими работами. В результате ремонт блоков обычно осуществляется в специализированных мастерских и технических центрах, располагающих этим оборудованием.
А какое оборудование здесь используется? Без сомнения, самым популярным в последние годы становится хонинговальный станок CV616 американской фирмы Sunnen. Его преимущества перед аналогами, в том числе отечественными, очевидны — высокая производительность, надежность, точность, простота управления, наличие автоматики. В результате блок цилиндров 4-цилиндрового двигателя может быть отремонтирован в течение 20-30 минут, и это при съеме металла с цилиндров до 0,5 мм на диаметр!
Добиться такой производительности позволяет конструкция станка, в частности, автоматическая подача абразивных брусков «на разжим» по мере снятия металла со стенок цилиндра.
То есть станок смело и прямо, без расточки, хонингует цилиндры в нужный размер. Быстро, удобно, выгодно — традиционная расточка уже не нужна, станок сам прекрасно выправляет геометрию самого изношенного и «кривого» цилиндра. Лишь в самом конце достаточно заменить бруски на хонинговальной головке на более мелкозернистые или на специальные абразивные «щетки», чтобы получить требуемую плосковершинную поверхность цилиндра. В результате имеем «то, что просили» — эллипсность и конусность цилиндра не более 0,01 мм и прекрасный микропрофиль поверхности, — что еще надо для «полного счастья» ремонтника-моториста?
К сожалению, картина не всегда оказывается такой радужной. Только выясняется это много позже, этак через 40-50 тысяч километров пробега отремонтированного двигателя. Заметили, что двигатель стал шумноват? Да и «маслицо подъедает»? Нет, быть не может, ведь все сделали хорошо. Хотя. Правильно, внимательный читатель, наверное, обратил внимание на то, что в описании преимуществ американского станка мы ничего не сказали о взаимном расположении поверхностей на отремонтированном блоке цилиндров. А в этом, как оказывается, и «зарыта собака».
Когда лучшее — враг хорошего
Давайте посмотрим, что же происходит при «прямом», без расточки, хонинговании цилиндров? Вначале бруски, опираясь на наименее изношенные участки цилиндра, постепенно выравнивают поверхность, убирая все «эллипсы» и «конусы». Цилиндр становится геометрически правильным, за исключением, может быть, следа от «ступеньки» в верхней части. Затем, по мере дальнейшего хонингования исчезает и она, а далее, после съема еще нескольких десятых или сотых долей миллиметра, искомый ремонтный размер цилиндра будет достигнут.
А где же так называемая «база» — поверхность, относительно которой обрабатывается цилиндр? Быть может, это нижняя плоскость блока? Или верхняя? Или постели подшипников коленвала? Ведь именно этим поверхностям должны быть перпендикулярны цилиндры.
Нет, базой при прямом хонинговании служит сама поверхность цилиндра. Только заметим — изношенного. И чем неравномернее износ (а такое наблюдается, и нередко), тем сильнее будет перекошена ось отремонтированного цилиндра. Кроме того, чем больше съем металла, тем сильнее может «уехать» ось цилиндра в результате воздействия разного рода случайных факторов. По нашему мнению, этот перекос легко может превысить 0,1-0.2 мм на миллиметр съема, достигнув величин более чем критических.
Еще хуже обстоит дело с блоками цилиндров отечественных автомобилей. Как мы уже отмечали ранее (см. № 1/2000), эти блоки не проходят операцию так называемого «старения» в необходимой степени. Вследствие этого со временем блоки «разъезжаются» — у них перекашиваются цилиндры и постели подшипников коленвала. Кроме того, цилиндры могут вообще быть «кривыми» от рождения. Очевидно, что при прямом хонинговании цилиндров не будет происходить исправления геометрии блока, — как был он «кривым», так им и останется, хорошо, если хуже не станет.
Возможно, мы слишком сгустили краски. Тем более что точно измерить перекос оси цилиндра на уже готовом блоке очень сложно — необходимо изготовить специальное измерительное приспособление или иметь соответствующий прибор. Но даже если провести измерения, толку будет мало — повлиять на технологию прямого хонингования в ту или другую сторону нельзя.
Что же делать? Да, в общем, ничего особенного: раз технология дает (или может дать) сбой, надо просто ее изменить. А что менять? Тоже понятно: перед хонингованием надо цилиндры растачивать — так, как это делали и 10, и 40 лет назад.
Растачивание цилиндров, безусловно, процесс не быстрый: выверка положения блока на расточном станке и растачивание с малой подачей, чтобы качество поверхности было хорошим, требуют времени. Однако это гарантирует, что все цилиндры с точностью до 0,01 мм (по длине цилиндра), параллельны друг другу и одновременно перпендикулярны базе — плоскости (верхней или нижней) или, что лучше для «кривых» отечественных блоков, постелям коленвала.
При растачивании обязательно оставляется припуск около 0,1-0,15 мм на хонингование. Именно эта величина гарантирует, что будет удален весь дефектный слой металла, оставшийся после растачивания. Одновременно такой малый припуск не позволит перекосить оси цилиндров во время хонингования.
А теперь давайте посчитаем. «Правильная» технология ремонта блока цилиндров получается долгой в любом случае, поскольку предварительное растачивание обязательно. А время — это деньги: более длительная работа дороже. Сэкономить время удается лишь на хонинговании, правда, если использовать уже упомянутый американский станок, то, по сравнению с довольно неуклюжими отечественными хонинговальными станками, экономия общего времени обработки блока едва ли превысит 20%.
Но только так можно гарантировать высокое качество ремонта. Если же принять во внимание стоимость (а, значит и сроки окупаемости) оборудования, то при правильной технологии ремонта вопрос о том, какой хонинговальный станок использовать для ремонта блока цилиндров, похоже, пока остается открытым.