Как сделать шпонку своими руками?
Шпонка к Н25 своими руками
#1 _ALesandro

- Из: Москва
Приветствую!
Позавчера заводили мой Н25 в бочке после зимней спячки, завелся с первого раза! посмотрели закончились шпонки.
появилась мысль сделать шпонку из металлического винта по размерам подходит!
- Наверх
- Ответить
- Цитата
#2 alex-bmw

- Из: Г-ТУЛА
- Судно: Самоделка + Е 50BEL
- Название: TIREX
- Наверх
- Ответить
- Цитата
#3 кондор
Рулевой 2-го класса
- Из: Нижний Новгород
- Судно: Прогресс 4
- Название: кондор
шпонку только латунную-иначе шестерни размочалит. купи на любой металлобазе метр-два прутка (так дешевле, у нас в магазине одна шпонка-10 руб) и нарежь шпонок
- Наверх
- Ответить
- Цитата
#4 Михаил Е
Рулевой 3-го класса

- Из: Екатеринбург
- Название: Казанка 5М2 Н-25
- Наверх
- Ответить
- Цитата
#5 PSV

- Из: Москва
- Судно: Амур-2
Всем привет.
Тоже есть желание усилить этот узел. Шпонки задолбали. При резком добавления газа (ход и реаверс включается нормально), или задевания травы, шпонку режет. (Нептун25)
На металлмческую переходить не хочу, замаешся ее выколачивать.
Есть желание переделать вал, что бы усановить импортный винт.
Если у кого есть мысли, или размеры шлицевого соединения на импортный винт, поделитесь пожалуйста.
- Наверх
- Ответить
- Цитата
#6 Михаил Е
Рулевой 3-го класса
- Из: Екатеринбург
- Название: Казанка 5М2 Н-25
- Наверх
- Ответить
- Цитата
#7 mggm
Рулевой 3-го класса

- Из: Москва
- Судно: БРИГ380+НЕПТУН25
Тоже есть желание усилить этот узел. Шпонки задолбали. При резком добавления газа (ход и реаверс включается нормально), или задевания травы, шпонку режет. (Нептун25)
- Наверх
- Ответить
- Цитата
#8 PSV
- Из: Москва
- Судно: Амур-2
- Наверх
- Ответить
- Цитата
#9 alex-bmw
- Из: Г-ТУЛА
- Судно: Самоделка + Е 50BEL
- Название: TIREX
Берешь болт винт подходящего диаметра(что-бы входил только не туго) и напиливаешь отрезков. По моему шпонка 6 или 5. Можно попробовать взять латунный пруток и также нарезать из него. Хотя латунь тоже разных марок бывает, брать которая ближе по свойствам к металлу(по этому поводу проконсультировать не могу).
Шпонка и шпоночное соединение
Шпоночное соединение – разновидность соединения, состоящего из шпонки на валу и ступицы. Шпонкой называется деталь, которая соединяет узлы путем установки в пазы. Основной ее функцией является передача вращающего момента между узлами. Существует определенная стандартизация их разновидностей. Шпонка имеет специальные пазы, вырезанные путем фрезерования.

Применение
Основным применением шпоночных соединений является монтаж на вал с помощью пазового соединения. В большинстве своем шпоночный паз напоминает клин. Такой тип соединения деталей позволяет валу и ступице не проворачиваться относительно оси друг друга. Фиксированное положение ступицы к валу со шпонкой позволяет добиться высокого КПД при передаче усилия.
Наиболее часто шпоночное соединение можно встретить в машиностроении, при строительстве станков. Часто она используется при производстве автомобилей и других механизмов, где требуется повышенная надежность фиксации деталей машин. Высокая надежность достигается благодаря функции предохранительного узла вала со шпоночным пазом.
Шпонка выступает предохранителем в случаях превышения максимального уровня крутящего момента. В подобных случаях происходит срез шпонки, поглощая чрезмерную нагрузку она снимает ее из вала и ступицы.
Благодаря своим свойствам она стала широко распространенной в машиностроении, она отличается высокой эффективностью, простотой изготовления и монтажа, а также низкой стоимостью. Подобные характеристики особо важны в промышленном производстве, особенно в сельском хозяйстве. В разгар сезона часто возникают случаи поломок отдельных узлов, которые нужно заменить максимально быстро. Чаще всего можно встретить в узлах пресс-подборщиков.

Учитывая все вышесказанное, выделяются основные позиции, для чего нужна шпонка:
- Обеспечение безопасность соединяемых узлов при повышенных нагрузках.
- Достижение высокой степени фиксации отдельных элементов механического узла.
- Выполняет функцию предупреждения проворачивания узла и ступицы.
- Надежность подобного соединения превышает надежность аналогов при фиксации вала с деталями.
В общем, встретить шпоночное соединение можно практически в любом сложном механизме, что обусловлено его техническими характеристиками.
Виды шпонок
Основные виды шпонок делят на два типа: напряженные и ненапряженные. Среди которых выделяются такие типы шпонок:
-
- Клиновые. Особый тип, который отличаются углом наклона верхней грани. В общем разделение на виды происходит исходя из классификации шпоночных соединений. Устанавливается в паз с помощью физической силы, ударным методом. Применение такого типа соединения позволяет добиться необходимого напряжения. Нарезанный клин, находясь в пазе, распирает его изнутри. За счет силы прижатия, вал и ступица совместно вращаются.Используется довольно редко, так как ее использование предусматривает индивидуальный подгон. Это можно считать недостатком для массового производства механизмов. Основное назначение — применение в тихоходных передачах и узлах неподвижного соединения.
 Среди клиновых шпонок выделяют:
Среди клиновых шпонок выделяют:
- врезные;
- на лыске;
- фрикционные;
- без головки и с головкой.
- Сегментные. Производятся в виде сегментной пластины, загоняемой в паз. Производиться методом фрезерования. Широко применяются в производстве, так как просты в изготовлении, не требуют особой точности при нарезании и легко устанавливается. Отличается установкой в боле глубокий паз, в сравнении с аналогами. Глубокий паз не подходит для больших нагрузок, так как значительно снижает прочность вала, поэтому используется при небольших крутящих моментов.На длинных ступицах может устанавливаться несколько шпонок, так как они имеют фиксированную длину. Выполняют предохранительную функцию на срез и смятие.
- Призматические. Отличаются параллельными гранями, которые устанавливаются в паз и фиксируют ступицу. Рабочими гранями в таки случаях являются боковые. Относятся к ненапряженному типу шпоночных соединений, поэтому существует вероятность возникновения коррозии в месте соединения. Для исключения коррозии, муфта и вал соединяются с натягом. Концы производятся обычно со скругленными или плоскими концами. Для скругленного типа рабочей поверхностью считается длина прямых краев. Паз нарезается с помощью фрезы.Передача усилия происходит путем давления поверхности паза на шпонку, которая передает крутящий момент на паз ступицы. Данный тип соединения призматической шпонкой часто используется для подвижных соединений, поэтому используют дополнительное крепление с помощью винтов. Как и многие другие типы выполняет функцию предохранителя при смятии и срезе.
- Цилиндрические. Штифты в таких шпонках изготавливаются в виде цилиндров. Работаю в натяжении с отверстием на торце вала, которое высверливается под соответствующие размеры шпонок. Используется в тех случаях, когда ступица устанавливается на конце вала. Требует особого подхода к монтажу шпоночных соединений.Позволяют работать на срез и смятие. Поэтому выбор шпонки производят исходя из прочности на смятие.
- Клиновые. Особый тип, который отличаются углом наклона верхней грани. В общем разделение на виды происходит исходя из классификации шпоночных соединений. Устанавливается в паз с помощью физической силы, ударным методом. Применение такого типа соединения позволяет добиться необходимого напряжения. Нарезанный клин, находясь в пазе, распирает его изнутри. За счет силы прижатия, вал и ступица совместно вращаются.Используется довольно редко, так как ее использование предусматривает индивидуальный подгон. Это можно считать недостатком для массового производства механизмов. Основное назначение — применение в тихоходных передачах и узлах неподвижного соединения.
 Среди клиновых шпонок выделяют:
Среди клиновых шпонок выделяют:
 На длинных ступицах может устанавливаться несколько шпонок, так как они имеют фиксированную длину. Выполняют предохранительную функцию на срез и смятие.
На длинных ступицах может устанавливаться несколько шпонок, так как они имеют фиксированную длину. Выполняют предохранительную функцию на срез и смятие.

Исходя из типа посадки выделяются:
- Свободная – применяется в случаях, когда выполнять сварочные работы довольно сложно и есть необходимость подвижного сцепления деталей во время работы.
- Плотная – нужна для создания сцеплений, движение которых во время работы выполняется в одном пространственном положении.
Обозначения на чертежах
На чертежах обозначение призматических шпонок происходит исходя из нормативного документа ГОСТ. Они делятся на шпоночные пазы: высокие, нормальной высоты и направляющие. Рабочими гранями у них являются боковые.
На сборочном чертеже обозначение выполняется с учетом диаметра вала, крутящего момента, сечения и длины.
Шпонка 3–20Х12Х120 ГОСТ 23360-78;
Где 3 – исполнение, 20Х12 – сечение, 120 – длина.
Обозначение остальных типов шпонок на изображениях выполняется таким же образом, исходя из соответствующих ГОСТов, разработанных для каждой отдельной модели.
Указанное обозначение должно четко характеризировать деталь, что очень важно для получения надежного соединение. Ведь даже малейший зазор может стать причиной быстрого износа рабочих узлов и потери эффективности во время работы.

Достоинства и недостатки
Как и любой тип соединений, шпоночные имеют ряд достоинств и недостатков. К достоинствам шпоночных соединений можно отнести простоту большинства типов шпонки. При этом монтаж и замена такой детали выполняется легко и быстро. Благодаря чему они получили широкое применение в машиностроении. Также обеспечивает функцию предохранения.
К недостаткам относиться ослабление ступицы и вала. Оно возникает исходя из повышенного напряжения и уменьшения поперечного сечения. Также ослабление деталей вызвано из-за нарезанного паза, который снижает осевую прочность вала.
Чтобы минимизировать недостатки, нужно добиться отсутствия перекоса шпонки в пазе. Для этого нужно обеспечить отсутствие зазора, что делается путем индивидуального изготовления и подгона шпонки. Из-за этого в крупносерийном производстве редко применяют любые разновидности шпоночных соединений. Если добиться отсутствия перекоса не удалось, площадь рабочего контакта уменьшается, в следствие чего степень максимальной нагрузки уменьшается.
Также наличие зазора вызывает эффект биения, особенно на высоких скоростях. Это приведет к быстрому износу рабочих деталей. Из-за этого подобное соединение редко применяется для быстровращающихся валов. Для подбора подходящей шпонки лучше использовать таблицу шпоночных соединений.
Материал шпонок
Для изготовления шпоночного соединения применяют калибровочный металлопрокат. Чаще всего используется сталь марки 45. Она относиться к углеродистым сталям обычного типа, которая часто применяется для производства деталей высокой прочности. Сталь используется в виде бруска длиной 1 м.
В некоторых случаях может применять углеродистая сталь марки 50. Она необходима, когда требуется повышенные прочностные свойства полученных шпонок. Реже применяются легированные стали, например, марки 40х, для которой характерен высокий показатель твердости, достигаемый путем термической обработки.
Стальные заготовки обрабатываются с помощью фрезы, сверлильных станков, станков для рубки, шлифовальных машин и других инструментов. Используемые станки имеют блок управление, который позволяет с помощью числовых программ изготовить деталь необходимых параметров.
Цена полученной шпонки довольно низка, поэтому приобрести необходимую деталь довольно легко. Но в некоторых случаях, когда есть необходимость срочного получения шпонки, изготовить ее можно самостоятельно. Чаще всего подобная необходимость возникает в сельском хозяйстве, где во время сезонных работ часто возникают поломки, которые нужно отстранить. При этом ближайшие точки продажи необходимых деталей находиться на расстоянии в несколько десятков километров.
Имея небольшое количеству инструмента под рукой и заготовку из соответствующего материала, можно быстро изготовить временную замену. При соблюдении технических характеристик, полученная деталь сможет полноценно заменить заводскую, но лучше всего при первой возможности приобрести шпонку нужной прочности и геометрических параметров. Это необходимо для избежание преждевременного износа механизмов.
Иногда для производства могут использовать другие материалы, например, пластик высокого качества. В качестве материала может использоваться дерево, чаще всего при изготовлении мебели.
В качестве материала лучше использовать разные породы дерева, для шпонки подойдет более мягкий материал чем основной. Это позволит обезопасить основную конструкцию от повреждений в случае повышенной нагрузки. Легче заменить шпонку чем большой конструкционный узел.

Для предотвращения проникания влаги в железобетонные конструкции используются специальные шпонки – ватерстоп. Изготавливают их из резины высокого качества и ПВХ. Это позволяет добиться необходимой степени водонепроницаемости и стойкости к растворам агрессивных химических веществ.
Заключение
Такой тип соединения отличается простотой и достаточно высокой надежностью, из-за чего получил высокую популярность в промышленности. Разнообразие видов позволяет подобрать оптимальный тип соединения, что позволит добиться высокой эффективности, надежности готовой конструкции и страховку узлов от повреждений при повышении допустимых нагрузок. Подобрав шпонку исходя из соответствующих ГОСТов, можно добиться высокой эффективности работы соединения.
На сегодняшний день можно легко подобрать необходимую деталь, что позволяет быстро сделать монтаж и замену в случае необходимости.
НАРЕЖЕМ ШЛИЦЫ И ПАЗЫ
 В условиях домашней мастерской без специальных станков и приспособлений можно выполнить, пожалуй, только так называемый «колхозный» шпоночный паз: это когда в насаженной на вал шестерне или шкиву сверлится электродрелью совместное отверстие с центром на окружности стыковки деталей. Потом в это отверстие вставляется цилиндрическая шпонка. Но такое соединение деталей ненадёжно — ведь недаром его нет ни в одном ГОСТе.
В условиях домашней мастерской без специальных станков и приспособлений можно выполнить, пожалуй, только так называемый «колхозный» шпоночный паз: это когда в насаженной на вал шестерне или шкиву сверлится электродрелью совместное отверстие с центром на окружности стыковки деталей. Потом в это отверстие вставляется цилиндрическая шпонка. Но такое соединение деталей ненадёжно — ведь недаром его нет ни в одном ГОСТе.
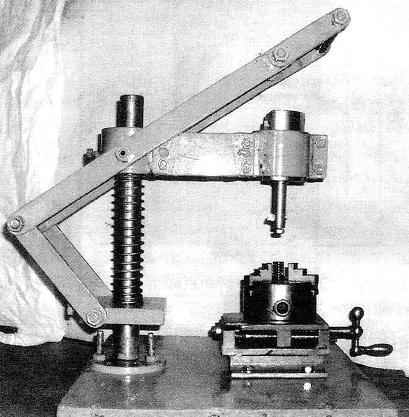
Для изготовления же «гостовских» шпоночных пазов в деталях я разработал ручной настольный станок (или, можно сказать, приспособление), которым уже несколько лет и пользуюсь. Думаю, что такой станок может пригодиться, как и мне, домашним умельцам, конструкторам-любителям, в школьной мастерской.
Этот вертикально-строгальный станок-приспособление с ручным приводом по конструкции схож со сверлильным, а по принципу работы — с долбёжным.
Вся конструкция собрана на основании размерами 350x350x20 мм. Оно же (основание) является и рабочим столом на котором располагаются стойка со всеми необходимыми для прорезания паэов узлами и суппорт с трёхкулачковым токарным патроном. Толщина основания у моего станка — 20 мм. Сначала это была древесно-стружечная плита (как на фото), но потом я заменил её на стальную с теми же размерами — станок стал массивнее, но и устойчивее.
Здесь же сделаю пояснение: на чертежах есть и другие отличия от изображения станка на фотографиях. Дело в том, что в ходе эксплуатации выявлялось, что некоторые узлы и детали лучше было бы выполнить немного иначе. И эти усовершенствования отражены в чертежах.
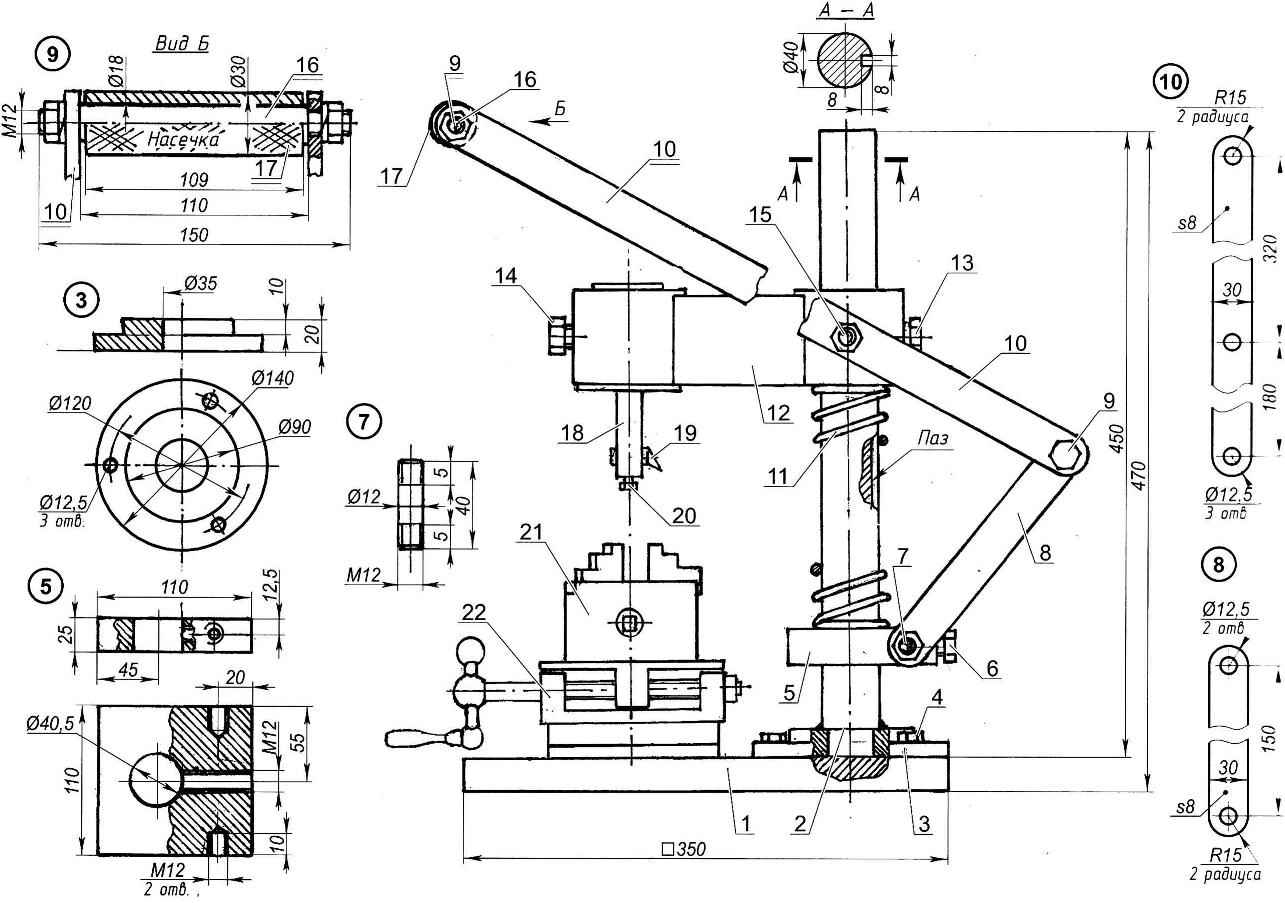
Приспособление (ручной станок) для долбления шпоночных пазов и шлицов:
1—основание (стальная плита s20); 2 — стойка (сталь, круг d40); 3 — опорный фланец (сталь); 4 — крепление фланца к основанию (винт М12, 3 шт.); 5—державка (сталь); 6 — стопор державки (винт М12); 7 — ось тяги рычага (половинка шпильки М12 с гайкой, 2 шт.); 8—тяга рычага (стальная полоса 30×8, 2 шт.); 9 — шарнирное соединение тяги с рычагом (болт М12, 2 шт.); 10 — рычаг (стальная полоса 30×8, 2 шт.); 11—пружина сжатия; 12 — консоль; 13 — ползун (винт М12); 14—фиксатор (винт М12); 15—крепление рычага на оси (ганка М12, 2 шт.); 16 — ось ручки (сталь, круг 18); 17 — ручка (труба d30x18,5); 18 — оправка-резцедержатель (сталь, круг d64); 19 — резец; 20 — стопор (винт М10); 21—трёхкулачковый токарный патрон: 22 — суппорт
Близ одного края основания закреплена посредством фланца стойка — стальной стержень диаметром 40 мм и высотой 450 мм. Вдоль всей стойки прорезан продольный паз, а на одном из юнцов выполнена проточка для стыковки с фланцем. Сейчас мне стало понятно, что было бы неплохо сделать стойку и повыше — до 500 мм — нередко бывает необходимость, когда надо сделать паз в длинных (или высоких) деталях (например, ступицах), вот тогда-то подъёма консоли не хватает. Фланец представляет собой большую ступенчатую шайбу с центральным отверстием под стойку и тремя равномерно расположенными отверстиями диаметром 12,5 мм — для крепления к плите основания. Соответственно расположенные, но только резьбовые отверстия М12 выполнены и в столе-основании. Стойка проточенным концом вставляется в центральное отверстие фланца, и детали соединяются сваркой, а после этого фланец прикручивается к основанию.
На стойку насаживаются по скользящей посадке державка и консоль с пружиной сжатия между ними.
Державка представляет собой прямоугольный параллелепипед с небольшой, относительно размеров в плане, высотой с центральным отверстием под стойку и тремя резьбовыми отверстиями М12 — двумя встречными глухими боковыми и одним сквозным с одного из торцов. Конечно, определения «торец» и «бок» у такого геометрического тела идентичные, но, надеюсь, понятны из чертежа. В торцевое отверстие вворачивается стопорной винт державки, а в боковые — шпильки, служащие осями тяг рычагов.
Консоль — деталь посложнее. Представляет собой два полых цилиндра (стоечный и оправочный), соединённых между собой перемычкой из стальной квадратной трубы размерами 60x60x2,5 с помощью сварки. В теле каждого из цилиндров выполнено по резьбовому отверстию М12: в стоечном — под фиксирующий винт удержания от поворачивания, а в оправочном — под стопорный винт. Кроме того, к стоечному цилиндру в его середине с противоположных сторон приварена пара «полушпилек» М12 (можно использовать и винты с такой же резьбой) — они служат осями для рычагов подачи инструмента.
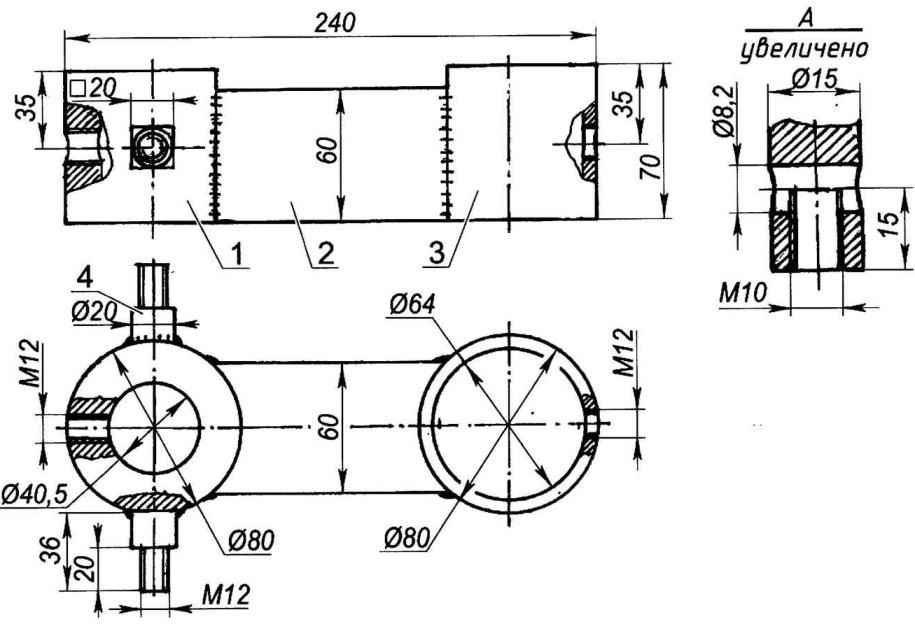
Консоль:
1—стоечный цилиндр (круг d80); 2—перемычка (труба 60х60х2,5); 3—оправочный цилиндр (труба 80×64); 4—ось рычага (шпилька М12, разрезана пополам, 2 шт.)
 Эту операцию надо постараться выполнить как можно точнее, чтобы впоследствии при работе рычаги не перекашивало, отверстия в них не разбивались, а сами оси не изнашивались. Поэтому, прежде чем их приваривать, стоит проделать некоторые технологические операции. Сначала на стоечном цилиндре необходимо сфрезеровать (или сточить напильником) пару диаметрально противоположных лысок размерами 20×20 мм. По центру лысок с каждой стороны просверливаются отверстия диаметром 4 мм. Затем они рассверливаются до диаметра 6 мм с одной установки сверлом необходимой длины. Осевые отверстия такого же диаметра выполняются и в обеих «полушпильках» (винтах). После этого в отверстия цилиндра вставляется прямой отрезок проволоки такого же диаметра. На выступающие концы насаживаются «полушпильки» и сначала прихватываются, а после выверки положения окончательно привариваются к цилиндру. В завершение операции отрезок проволоки выбивается.
Эту операцию надо постараться выполнить как можно точнее, чтобы впоследствии при работе рычаги не перекашивало, отверстия в них не разбивались, а сами оси не изнашивались. Поэтому, прежде чем их приваривать, стоит проделать некоторые технологические операции. Сначала на стоечном цилиндре необходимо сфрезеровать (или сточить напильником) пару диаметрально противоположных лысок размерами 20×20 мм. По центру лысок с каждой стороны просверливаются отверстия диаметром 4 мм. Затем они рассверливаются до диаметра 6 мм с одной установки сверлом необходимой длины. Осевые отверстия такого же диаметра выполняются и в обеих «полушпильках» (винтах). После этого в отверстия цилиндра вставляется прямой отрезок проволоки такого же диаметра. На выступающие концы насаживаются «полушпильки» и сначала прихватываются, а после выверки положения окончательно привариваются к цилиндру. В завершение операции отрезок проволоки выбивается.
Державка на стойке на нужной высоте закрепляется стопорным винтом и служит опорой всего механизма подачи инструмента: консоли с закреплённой в ней оправкой с режущим инструментом и системы рычагов для его продольной подачи. Подъём консоли и удержание её в верхнем положении осуществляются пружиной. От поворачивания же на стойке консоль удерживает фиксирующий винт, конец которого, заточенный под соответствующий профиль, скользит в продольном пазе стойки. Трущиеся поверхности деталей перед работой покрываются тонким слоем (как у огнестрельного оружия) консистентной смазки.
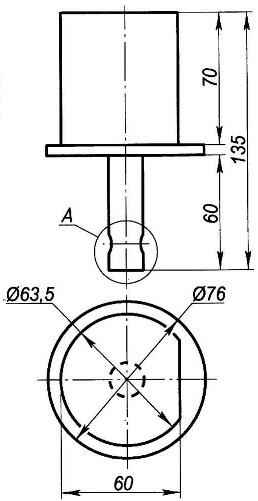
Оправка — деталь, с помощью которой инструмент или его держатель закрепляется в консоли. В моём случае оправка и резцедержатель выполнены из стали 45 как одна деталь в форме ступенчатого цилиндра с диаметральным отверстием под резец близ свободного более тонкого конца. Здесь же в торце просверлено резьбовое отверстие М10 — через него соответствующим винтом резец закрепляется в отверстии резцедержателя. На цилиндре большего диаметра сфрезерована лыска — в неё упирается фиксирующий винт М12, который не позволяет оправке поворачиваться при возникновении крутящего момента от резца. Этот же винт удерживает оправку от выпадания из цилиндра консоли. А вот его усилия от выдавливания оправки из цилиндра при рабочем ходе может и не хватить: для этого на оправке оставлен буртик.
Рычаги и тяги изготовлены из стальной полосы сечением 30×8 мм. Рычаги надеты на оси оправочного цилиндра консоли, а тяги — на оси державки. И те и другие между собой скреплены болтами-осями шарнирно.
Между верхними (свободными) концами рычагов вставлена и закреплена ось ручки — цилиндрический стержень диаметром 18 мм с резьбой М12 на концевых проточках. Сама ручка, выполненная в виде втулки диаметром 30×18 мм, свободно надета на смазанную ось. По поверхности втулки предварительно произведена накатка.
Особый рассказ о суппорте станка. Внешне он похож на машинные тиски. А закрепляются заготовки для обработки в смонтированном на верхней подвижной площадке суппорта трёхкулачковом патроне от токарного металлорежущего станка. С помощью суппорта осуществляется подача заготовки относительно режущего инструмента на глубину резания. Забегая вперёд, отмечу, что глубина резания за один проход совсем небольшая — всего 0,2 — 0,3 мм.
Суппорт состоит из сварного корпуса и подвижного стола. Хотя свариваемых элементов корпуса и несколько (5 штук), однако они совсем простые — почти все (кроме стоек) — в форме прямоугольных параллелепипедов. Стойки выполнены из равнополочного стального прокатного уголка 40×40 с наполовину срезанной вертикальной полкой. Кстати, траверсы корпуса и поперечина подвижного стола — это державки (тела) от сломанных токарных отрезных резцов. У кого имеется в наличии фрезерный станок, тот легко изготовит корпус и площадку как одну деталь из массивной заготовки.
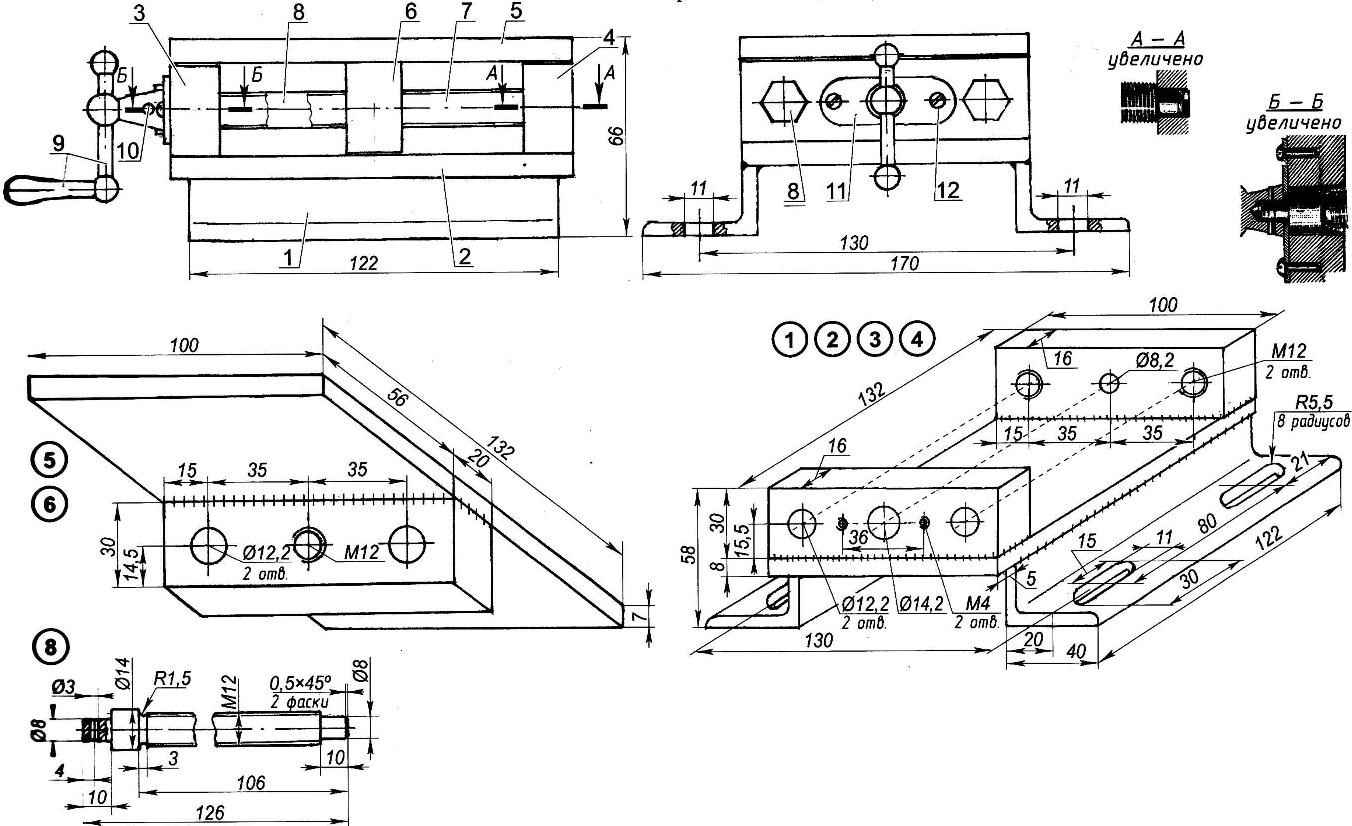
Суппорт:
1 —стойка корпуса (уголок 40×40 с обрезанной вертикальной полкой, 2 шт.); 2—площадка корпуса (сталь, лист s7); 3—передняя траверса (державка резца); 4—задняя траверса (державка резца); 5—подвижный стол (сталь, лист в7); 6—поперечина подвижного стола (державка резца); 7—ходовой винт М12; 8—стяжка левая, правая условно не показана (винтМ12,2 шт.); 9—маховик с ручкой; 10—шплинт d3; 11 —накладка (стальной лист sЗ); 12—крепление накладки к корпусу (винт М4, 2 шт.)
Предварительная подводка заготовок к режущему инструменту может быть осуществлена «вручную», путём ослабления винтов, крепящих его корпус К столу-основанию, и перемещения всего суппорта в пазах (продолговатых отверстиях).
Перемещение площадки осуществляется от рукоятки-маховика ходовым винтом с обычной резьбой М12. Матричной гайки, как таковой, в механизме нет Соответствующее резьбовое отверстие, вместе с парой направляющих отверстий, выполнено в поперечине под площадкой. Сами направляющие — пара стандартных длинных винтов М12. Надо сказать, что стол суппорта можно передвигать на расстояние до 60 мм, хотя для нарезания пазов и шлицов, как правило, больше 10 мм и не требуется.
Как было отмечено ранее, глубина резания (подача) при работе на станке небольшая. Для ускорения изготовления «гостовских» шпоночных пазов можно воспользоваться приведённой в начале статьи технологией сверления полукруглых «колхозных» пазов, а затем с помощью долбёжного станка доработать их до прямоугольного сечения.
Шпоночная сталь и шпоночные соединения


Как часто Вы бывали на больших металлургических заводах? Мы вот с коллегами недавно попали на такой завод с экскурсией. Огромные доменные печи, плавильни. Мы смотрели как прокатывается металл на специализированных прокатных станках. Там было очень брутально и жарко. Нам показывали как делается шпоночная сталь и как вследствие изготавливаются шпонки из калиброванной стали. Мы заинтересовались этой темой и решили разобраться в этом вопросе побольше. Время научно-популярного контента, а это значит, что сегодня я Вам расскажу, что такое шпоночный прокат. Как часто Вы бывали на больших металлургических заводах? Мы вот с коллегами недавно попали на такой завод с экскурсией. Огромные доменные печи, плавильни. Мы смотрели как прокатывается металл на специализированных прокатных станках. Там было очень брутально и жарко. Нам показывали как делается шпоночная сталь и как вследствие изготавливаются шпонки из калиброванной стали. Мы заинтересовались этой темой и решили разобраться в этом вопросе побольше. Время научно-популярного контента, а это значит, что сегодня я Вам расскажу, что такое шпоночный прокат.


Шпоночный или калиброванный сплав применяется для создания «шпонок», а если конкретней, то отрезок шпоночной стали нарезается на шпонки. Шпонка — это соединитель для различного рода механизмов. Очень часто используется выражение «шпоночный соединитель».




Шпонка или шпоночный соединитель представляет собой небольшой, продолговатый отрезок шпоночной стали с разными формами:
- призматическая
- сегментная
- цилиндрическая(штифт)
- клиновая
Шпонки применяются в механизмах, станкостроении и машиностроении, а также в автомобилях, производственных машинах и роботизированной технике. Шпонка — это очень надёжный механический элемент, используется для фиксации от проворачивания втулок и валов отвесных соединений. Очень важно задействовать шпонки достаточной жёсткости при использовании втулок, которые работают на высоких угловых скоростях с отсутствием биения при вращении. Шпоночное соединение играет роль клина, но если будет применена чрезмерная нагрузка, то шпону просто сорвет. Заменить шпонку не составит труда, а цена её довольно мала. Убедитесь сами! Цены. В этом магазине большой выбор шпоночных изделий, можно подбирать по диаметру.
Материалы для изготовления шпоночной стали.

Можно отметить ряд следующих распространенных материалов для изготовления шпонок и шпоночного проката.
| Нержавеющая сталь | 10Х13Н17М3Т, 10Х13Н17М2Т, 12Х18Н10Т |
| Жаропрочная сталь | 20Х13, 30Х13, 15Х25Т, 08Х17Т |
| Инструментальная сталь | У7, У8, У9, У10, У12, У13 |
| Легированная конструкционная сталь | 20Х, 30Х, 35Х, 40Х, 45Х, 50Г, 35ХГСА |
| Нержавеющая сталь | 10Х13Н17М3Т, 10Х13Н17М2Т, 12Х18Н10Т |
Шпонка изготавливается из разных сплавов. Однако в промышленности, калиброванная или шпоночный прокат не ограничивается применением только для шпонок. Огромной популярность калиброванный сплав пользуется в тех отраслях промышленности, где производство требует высокую точность и качество шероховатой поверхности изделия.
Заключение


Шпоночная сталь — это отрезок калиброванного проката из которого делаются шпонки или шпоночные соединители. Нас заинтересовала эта тема, потому-что мы пришли в замешательство когда узнали, что такая маленькая и на первый взгляд многофункциональная деталь, занимает такую важную роль в большинстве окружающих нас механизмов. Самое интересное, что эта деталь не дорогая и легко заменяется, чего нельзя сказать о многих запчастей в нашей с Вами технике. Вспоминается выражение, «мал, да удал». Теперь при использовании этого выражения, я буду вспоминать компанию С-Агросервис и их шпоночные соединители.
Технология изготовления шпона
Шпон — это древесный отделочный материал в виде пластинок или листов толщиной не более 3 мм. Для его изготовления используется около двухсот видов деревьев, включая редкие породы. Производство шпона – автоматизированный и высокотехнологичный процесс. В статье рассказывается, как делают шпон в промышленных и в домашних условиях.

Сырьё для шпона
Из чего можно делать шпон – это важный вопрос в производстве этого изделия. Для получения шпона используется только качественные виды материала. Это означает, что в сырье должны отсутствовать такие дефекты, как сучки, трещины, червоточины, следы гнили, нарушения окраски. Опытный специалист, осмотрев внешний вид бревна и торец, поймёт, какое будет качество древесины и рисунок.
Виды сырья
Производители шпона используют в работе дерево разнообразных пород, с интересными расцветками и фактурой. Оттенки древесины меняются от белого, сливочного, светло-коричневого до цвета шоколада и ярко-красного. Наиболее часто применяют следующие породы древесины с красивой текстурой:
- Сосна – древесина относится к категории мягких пород, шпон получается недорогой, светлого оттенка, обладает невосприимчивостью к грибкам, выделяет в атмосферу фитонциды. Однако износостойкость довольно низкая, к изделиям со шпоном из сосны надо относиться бережно;
- Берёза – распространённое в России дерево. Её древесина недорогая, относится к твёрдым породам. Берёзовый шпон имеет приятный цвет натурального дерева, но он легко тонируется, и при желании можно получить много новых оттенков;
- Дуб – дерево твёрдых пород, не боится повышенной влажности и устойчив к насекомым. Шпон из дуба в большей части обладает тёмными коричневыми оттенками, но есть разновидность белого дуба с песочным и светло-коричневым оттенком древесины с небольшими вкраплениями;
- Карельская берёза – это редкая древесина, относится к твёрдым породам. Шпон имеет бежевый цвет с оттенком перламутра. Идёт на изготовление эксклюзивных и дорогих изделий;
- Липа – мягкая порода древесины с нежным желтовато-розоватым оттенком. Шпон липы используется при изготовлении недорогих предметов мебели;
- Вишня – относится к мягким породам древесины, имеет красновато-коричневый оттенок, который со временем может темнеть. Шпон из вишни смотрится благородно и изысканно, идёт на изготовление элитной мебели;
- Клён – его древесина относится к твёрдым породам. Шпон клёна успешно применяют для декорирования изделий из менее ценных пород дерева. Имеет светлый или светло-жёлтый оттенок. Особую ценность представляет характерный для клёна вид текстуры «птичий глаз». Кленовый шпон, как и древесина, обладает хорошим резонансным свойством, поэтому часто используется для изготовления музыкальных инструментов.

Шпон можно сделать из многих других пород древесины. При этом даже из недорогого сырья можно получить пластины, по внешнему виду трудно отличимые от дорогих сортов дерева.
Подготовка сырья
Кряжи и их отрезки — чураки, которые используются при изготовлении шпона, должны удовлетворять определённым требованиям к размерам. Для производства клеёной фанеры длина чураков должна быть от 0.8 до 3.2 м, а для шпона – от 1.5 м. Диаметр чураков большой роли не играет. Максимальные размеры напрямую зависят от возможностей оборудования. Подготовительные работы заключаются в распиловки кряжей, снятии коры и проведении термической обработки. Детали погружают в парильные ёмкости или огромные ванны с горячей водой, на срок от нескольких часов до двух – трёх суток, в зависимости от типа и твёрдости древесины.
Оборудование для производства
В 19 веке появились первые механические устройства для нарезки шпона, до этого его производили вручную, распиливая кряжи пилой. Сейчас практически весь производственный процесс автоматизирован, предприятия по изготовлению шпона оснащены высокотехнологичным оборудованием, однако профессиональные навыки по-прежнему в цене.

Основные типы оборудования по производству шпона можно разделить на три категории:
- Лущильные станки – позволяют получать листы толщиной от 1.5 до 5 мм из любых сортов древесины. Обычно они оснащены функцией автоматической установки бревна. Для повышения производительности станки оборудованы гидравлическими подъёмниками с центроискателем, который совмещает оси вращения заготовки и центровочных валов.
- Шпонострогальные станки – позволяют создавать тонкие листы из дорогих и твёрдых пород древесины. Станки бывают горизонтальные, вертикальные и наклонные. Такие станки напоминают огромные рубанки, только стружка должна быть определённых размеров.
- Пилорамы – применяются для производства пилёного шпона – ламели.
Линия оборудования для производства шпона включает также станки для сшивки шпона, шпонопочиночные, для рубки ленты шпона и сушильные камеры
Технология изготовления шпона
Шпон по способу изготовления подразделяется на три вида – лущёный, пиленый и строганный. Существенное значение для получения качественного материала имеет состояние древесины. После подготовки бревна выбирают подходящий способ обработки.
Изготовление лущеного шпона
Технология производства лущёного шпона представляет снятие слоя древесины с вращающейся заготовки. Предварительная гидротермическая обработка усиливает пластические характеристики древесины, это позволяет избежать возникновения трещин на изнанке листа. Нужно подобрать оптимальную температуру для ванн, так как слишком высокая степень нагрева может привести к размягчению волокон и образованию ворсистой поверхности.
В процессе лущения чураки вращаются, а режущие ножи совершают поступательные движения по отношению к оси вращения заготовки. Диаметр чурака при этом постепенно уменьшается. В результате он приобретает форму цилиндра, которая называется карандашом. Лента, образуемая при лущении, нарезается специальными ножницами, затем готовые пластины укладывают в стопки. Лущёный шпон в основном применяется для облицовки фанеры, для отделки дверей и лестниц, при производстве спичек.
Изготовление строганного шпона
Строганный шпон – это срез тонкого слоя дерева с красивым рисунком текстуры. Производят такой вид шпона методом строгания подготовленных деревянных брусков на шпонострогальных станках. Для этого бревно распиливают вдоль на две половины и определяются с возможным рисунком. Если есть необходимость, тот кряж нарезают ещё раз пополам для получения нужного узора. Принцип работы станка заключается в том, что заготовка закрепляется на подвижной раме, а горизонтальный нож при каждом проходе рамы отрезает пластину. Затем заготовка подаётся вперёд. Толщина получаемого листа от 0.2 до 5 мм.

Производство пиленого шпона
Технология изготовления пилёного шпона заключается в распиливание подготовленных брусков на тонкие ленты, шириной от 2 до 10 мм. Данный способ хорошо сохраняет красоту древесной текстуры, так как не применяется термообработка, которая немного высветляет оттенок древесины. Получаемый шпон (ламель) используют в производстве мебели, при изготовлении столярных изделий, паркета, дверных полотен. Из ламели собирают клееные щиты, которые используют для мебельных гарнитуров в качестве альтернативы массиву дерева. Для промышленного производства пиленого шпона используют полностью автоматизированные пилорамы, оснащенные загрузочным механизмом, захватами для бруса и двухсторонним режущим полотном. Спиленные ламели складируются в пачках в том порядке, в каком выходят из-под ножа.

Производство коренного шпона
Коренной шпон получают из капа дерева – наростов на стволах, образующихся на кроне или близко к корням дерева. Такие наросты чаще всего можно встретить на берёзах, но также они образуются и на осине, дубе, орехе. Способ получения сырья – это трудоёмкий процесс, да и встречаются капы не так часто, а рисунок среза необычайно красив и уникален. Промышленное производство коренного шпона не поставлено на широкий поток. Поэтому шпон из капа считается одним из самых дорогих, приравнивается по ценности к изделиям из редких пород дерева. Используется в дорогой отделке салонов элитных автомобилей, в изготовлении эксклюзивных деталей интерьера.
Изготовление шпона своими руками
Изготовление шпона вполне осуществимо и в домашних условиях. Если имеется хотя бы небольшой навык обращения с деревом и некоторые инструменты – можно смело приступать к решению этой задачи. Чтобы изготовить своими руками пилёный шпон, необходим деревянный брус, на котором следует сделать вертикальную разметку линиями на расстоянии не более 12 мм. Далее, закреплённый на верстаке брус нужно распилить по разметке лобзиком или пилой.
Аналогичным способом можно получить строганный шпон. В данном случае заготовка обрабатывается с помощью электрического рубанка. Чтобы своими руками сделать лущёный шпон нужна заготовка цилиндрической формы. Заготовку следует закрепить так, чтобы она вращалась. Снимая по спирали слои древесины можно получить листы большого размера.
Область применения шпона довольно широкая – от производства мебели, декоративной фанеры, музыкальных инструментов, до отделки салонов автомобилей и круизных морских лайнеров. Отделка шпоном придаёт изделиям уникальность и привлекательность благодаря естественной красоте текстуры дерева. Ресурсы древесины ценных пород неумолимо уменьшаются, а использование шпона помогает экономить этот уникальный, дефицитный материал.